二次输送双螺杆排气装置的制作方法
本技术涉及橡塑加工,具体为二次输送双螺杆排气装置。
背景技术:
1、对于塑料品的制作,一般将聚合物等物料加工至已经塑化好的熔融状态,借助螺杆的推力,将塑料从料筒中挤压至模具中,经固化定型后取得制品;
2、现有技术中注塑需要的塑料颗粒中都会带有部分水汽和气体无法排出,随着塑料颗粒输送进模具内造成模具成品缺陷,影响成品质量;目前,较多的采用双料筒注塑机进行生产,以达到注塑塑料在模具成品生产过程中降低水分、排除气泡等目的,通常采用真空排气螺杆,然而双料筒注塑机中的第一料筒通常与第二料筒前端的熔腔位置相连接,这容易导致熔融状态的塑料在熔腔内出现溢流的现象。
技术实现思路
1、本实用新型的目的在于提供二次输送双螺杆排气装置,以解决上述背景技术中提出现有技术中注塑需要的塑料颗粒中都会带有部分水汽和气体无法排出,随着塑料颗粒输送进模具内造成模具成品缺陷,影响成品质量;目前,较多的采用双料筒注塑机进行生产,以达到注塑塑料在模具成品生产过程中降低水分、排除气泡等目的,通常采用真空排气螺杆,然而双料筒注塑机中的第一料筒通常与第二料筒前端的熔腔位置相连接,这容易导致熔融状态的塑料在熔腔内出现溢流的现象的问题。为实现上述目的,本实用新型提供如下技术方案:二次输送双螺杆排气装置,包括排气装置主体,所述排气装置主体的输出端固定连接有输送管道,所述输送管道的另一端固定连接有注塑料筒,所述排气装置主体的外壁固定连接有固定框,所述固定框的外壁安装有传动电机,所述传动电机的输出端通过传动件活动连接有第一输送螺纹杆和第二输送螺纹杆,所述排气装置主体的内壁开设有第一输送槽;
2、所述第一输送槽的内壁开设有若干个分布均匀的排气口。
3、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:若干个所述排气口的外壁均固定连接有输气管道,所述输气管道的外壁安装有单向阀。
4、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:所述第一输送螺纹杆和第二输送螺纹杆呈相互平行设置,所述传动件包括第一传动齿轮和第二传动齿轮。
5、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:所述第一传动齿轮的一端与传动电机的输出端固定连接,所述第一传动齿轮与第二传动齿轮相互啮合,所述第一传动齿轮和第二传动齿轮的另一端分别与第一输送螺纹杆和第二输送螺纹杆的端部固定连接,所述第一输送螺纹杆和第二输送螺纹杆的螺纹设置朝向相反。
6、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:所述第一输送槽包括第一槽体和第二槽体,所述第一输送螺纹杆嵌设在第一槽体的内壁,所述第二输送螺纹杆嵌设在第二槽体的内壁,所述第一槽体和第二槽体相连通。
7、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:所述排气装置主体的外壁开设有塑胶进料口,所述塑胶进料口与第一输送槽相连通。
8、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:所述输送管道的内壁开设有缓冲输送槽,所述缓冲输送槽的截面设置为梯形,所述缓冲输送槽的内轮廓从上到下递减,所述输送管道与第一输送槽相连通。
9、作为本实用新型所述的二次输送双螺杆排气装置可选方案,其中:所述注塑料筒的内壁开设有加热熔腔,所述注塑料筒的内部嵌设有第三输送螺纹杆,所述加热熔腔的内轮廓与第三输送螺纹杆的外轮廓相配套。
10、与现有技术相比,本实用新型的有益效果:
11、本实用新型中,该二次输送双螺杆排气装置,首先可通过塑胶进料口将加热后的液态塑胶加入到排气装置主体内,随后启动传动电机,传动电机通过传动件带动第一输送螺纹杆和第二输送螺纹杆转动,第一输送螺纹杆和第二输送螺纹杆开始转动输送第一槽体和第二槽体之中的橡胶,在输送橡胶过程中,可通过依次打开单向阀,促使高温状态液态橡胶中的气体通过若干个分布均匀的排气口进入对应的输气管道中排放,防止水汽和气体无法排出影响橡胶注塑,且由于第一槽体和第二槽体为相连通的设置,因此只需要在第一输送槽的正上方设置单列排列均匀的排气口即可完成对第一槽体和第二槽体内气体的排放,进一步节省了生产难度和排气成本,经过排气后的液态橡胶通过输送管道进入到注塑料筒中被加热熔腔加热后通过第三输送螺纹杆输送进行注塑操作。
12、本实用新型中,在液态橡胶进入到注塑料筒内后被加热熔腔加热,此时容易橡胶容易因高温加热而通过缓冲输送槽产生反向溢流到第一输送槽内的情况,为了避免这种情况发生,缓冲输送槽截面设置为梯形,且缓冲输送槽的内轮廓从上到下递减,因此液态橡胶在回流到缓冲输送槽内时,会随着缓冲输送槽从下到上越来越大的空间进行缓冲,使其很难溢流到第一输送槽内。
技术特征:
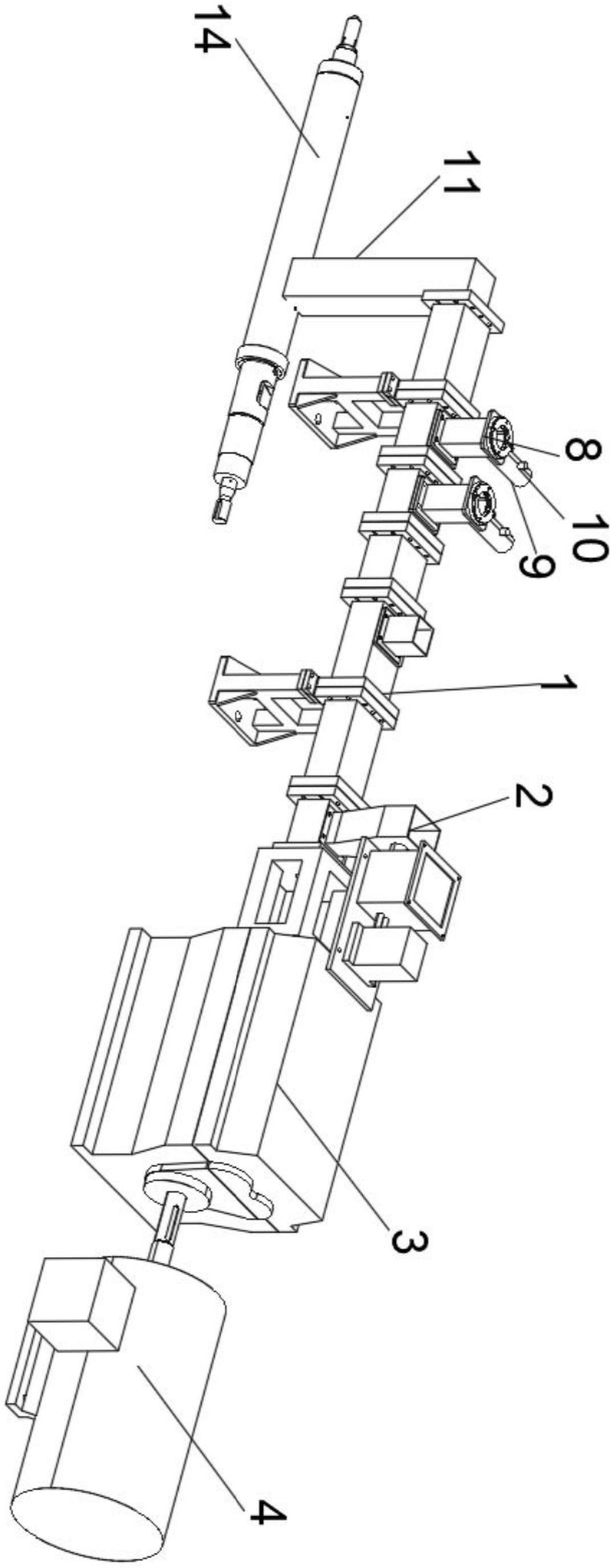
1.二次输送双螺杆排气装置,包括排气装置主体(1),其特征在于:所述排气装置主体(1)的输出端固定连接有输送管道(11),所述输送管道(11)的另一端固定连接有注塑料筒(14),所述排气装置主体(1)的外壁固定连接有固定框(3),所述固定框(3)的外壁安装有传动电机(4),所述传动电机(4)的输出端通过传动件活动连接有第一输送螺纹杆(5)和第二输送螺纹杆(6),所述排气装置主体(1)的内壁开设有第一输送槽(7);
2.根据权利要求1所述的二次输送双螺杆排气装置,其特征在于:若干个所述排气口(8)的外壁均固定连接有输气管道(9),所述输气管道(9)的外壁安装有单向阀(10)。
3.根据权利要求1所述的二次输送双螺杆排气装置,其特征在于:所述第一输送螺纹杆(5)和第二输送螺纹杆(6)呈相互平行设置,所述传动件包括第一传动齿轮(401)和第二传动齿轮(402)。
4.根据权利要求3所述的二次输送双螺杆排气装置,其特征在于:所述第一传动齿轮(401)的一端与传动电机(4)的输出端固定连接,所述第一传动齿轮(401)与第二传动齿轮(402)相互啮合,所述第一传动齿轮(401)和第二传动齿轮(402)的另一端分别与第一输送螺纹杆(5)和第二输送螺纹杆(6)的端部固定连接,所述第一输送螺纹杆(5)和第二输送螺纹杆(6)的螺纹设置朝向相反。
5.根据权利要求1所述的二次输送双螺杆排气装置,其特征在于:所述第一输送槽(7)包括第一槽体(701)和第二槽体(702),所述第一输送螺纹杆(5)嵌设在第一槽体(701)的内壁,所述第二输送螺纹杆(6)嵌设在第二槽体(702)的内壁,所述第一槽体(701)和第二槽体(702)相连通。
6.根据权利要求1所述的二次输送双螺杆排气装置,其特征在于:所述排气装置主体(1)的外壁开设有塑胶进料口(2),所述塑胶进料口(2)与第一输送槽(7)相连通。
7.根据权利要求1所述的二次输送双螺杆排气装置,其特征在于:所述输送管道(11)的内壁开设有缓冲输送槽(13),所述缓冲输送槽(13)的截面设置为梯形,所述缓冲输送槽(13)的内轮廓从上到下递减,所述输送管道(11)与第一输送槽(7)相连通。
8.根据权利要求1所述的二次输送双螺杆排气装置,其特征在于:所述注塑料筒(14)的内壁开设有加热熔腔(16),所述注塑料筒(14)的内部嵌设有第三输送螺纹杆(15),所述加热熔腔(16)的内轮廓与第三输送螺纹杆(15)的外轮廓相配套。
技术总结
本技术涉及橡塑加工技术领域,具体为二次输送双螺杆排气装置,包括排气装置主体,所述排气装置主体的输出端固定连接有输送管道。该二次输送双螺杆排气装置,通过依次打开单向阀,促使高温状态液态橡胶中的气体通过若干个分布均匀的排气口进入对应的输气管道中排放,防止水汽和气体无法排出影响橡胶注塑,且由于第一槽体和第二槽体为相连通的设置,因此只需要在第一输送槽的正上方设置单列排列均匀的排气口即可完成对第一槽体和第二槽体内气体的排放,进一步节省了生产难度和排气成本,经过排气后的液态橡胶通过输送管道进入到注塑料筒中被加热熔腔加热后通过第三输送螺纹杆输送进行注塑操作。
技术研发人员:杜宁,夏雪琴
受保护的技术使用者:宁波宁悦机电科技有限公司
技术研发日:20230420
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!