多工位高效热铆机构的制作方法
本技术属于铆压,尤其涉及一种多工位高效热铆机构。
背景技术:
1、塑料件的组装工序中常用到热铆机构,将两个或多个塑料件的连接部位进行加热铆压连接,避免使用额外的连接件,以此降低塑料件的组装投入成本。由于塑料件的结构差异性,当塑料件需要热铆位置处于平整状态时,热铆头设计较为宽大。但是对于特殊的塑料件结构,比如需要热铆的位置非常狭小,就需要与之匹配的热铆头和相应的检测装置。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供多工位高效热铆机构,从而实现塑料模组准确定位在载具内,灵活调节塑料模组的定位精度,增加热铆机构的适用范围,多工位流转提高热铆效率。为了达到上述目的,本实用新型技术方案如下:
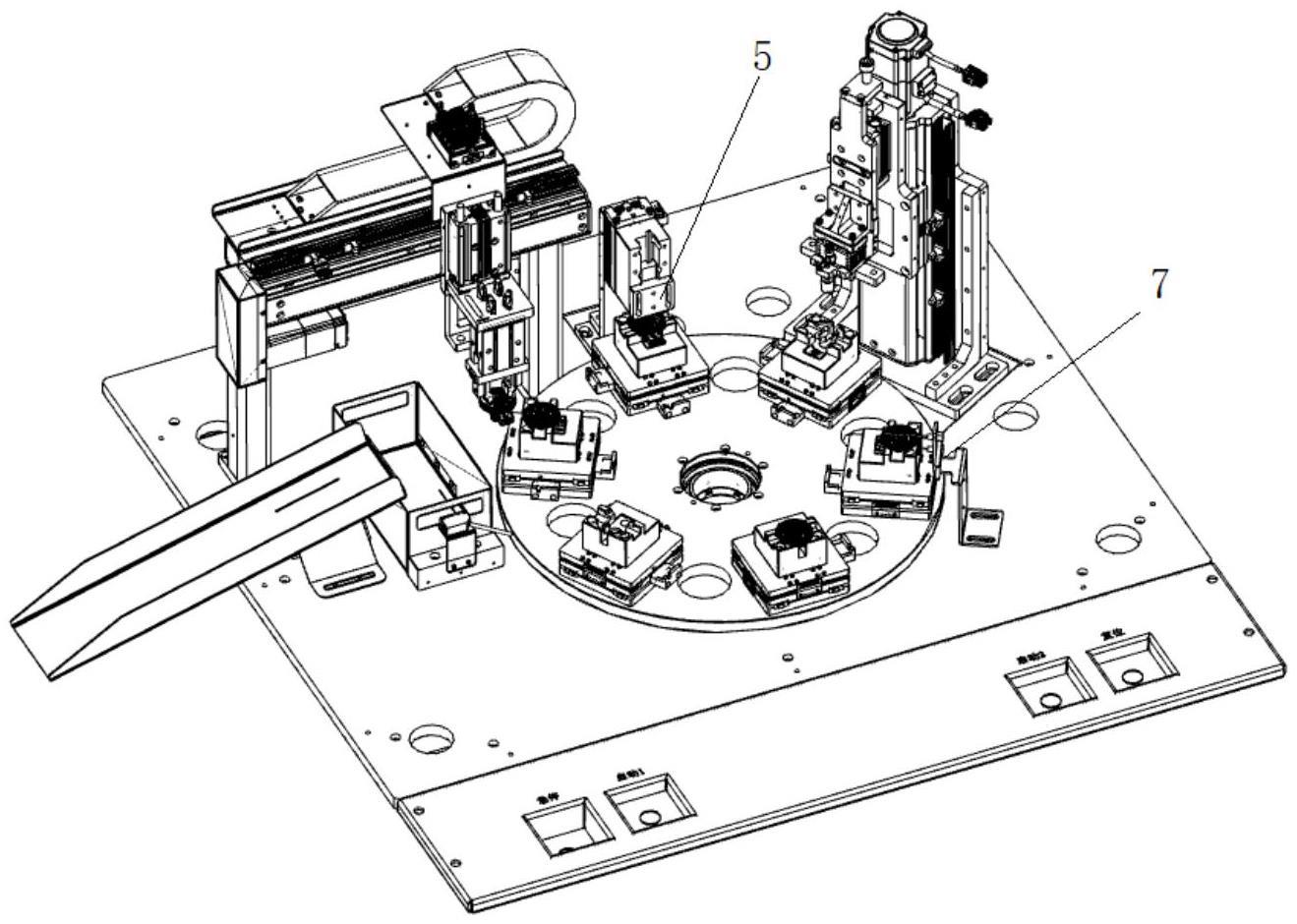
2、多工位高效热铆机构,包括受驱动旋转的转盘、设置于转盘上用于定位塑料模组的载具、以及设置于转盘外部的热铆装置,所述载具包括设置于转盘上的底板、设置于底板顶部且相对于底板纵向滑动设置的中间板、设置于中间板顶部且相对于中间板横向滑动设置的顶板,所述顶板的顶部设置有仿形定位塑料模组的定位座,所述转盘的侧边设置有用于检测塑料模组是否组装入载具到位的载具测试装置和用于检测塑料模组热铆后高度位置的热铆测试装置。
3、具体的,所述底板的侧边设置有用于限位中间板滑动距离的第一限位板,所述第一限位板与中间板移动方向同向布置。
4、具体的,所述第一限位板上开设有第一条形孔,所述中间板的侧边设置有沿第一条形孔移动限位的第一限位件,所述第一限位板贴靠中间板设置。
5、具体的,所述中间板的侧边设置有用于限位顶板滑动距离的第二限位板,所述第二限位板与顶板移动方向同向布置。
6、具体的,所述第二限位板上开设有第二条形孔,所述顶板的侧边设置有沿第二条形孔移动限位的第二限位件,所述第二限位板贴靠顶板设置。
7、具体的,所述底板的顶部设置有供中间板滑动的第一滑轨,所述中间板的顶部设置有供顶板滑动的第二滑轨。
8、具体的,所述塑料模组包括壳体、嵌入壳体内部的线圈组件;所述壳体内部设置有容置线圈组件的内槽,所述内槽中设置有热铆柱,所述线圈组件上设置有延伸至热铆柱两侧的铆压部,所述热铆柱通过热铆后熔融状态压合在铆压部。
9、具体的,所述载具测试装置包括侧向朝向载具设置的光电传感器。
10、具体的,所述热铆装置包括受驱动升降的固定板、安装于固定板上的导电块、以及连接导电块的热压头。
11、具体的,所述热铆测试装置包括受驱动升降设置且对应热铆柱位置的位移传感器。
12、与现有技术相比,本实用新型多工位高效热铆机构的有益效果主要体现在:
13、转盘上的载具具备多向移动调节功能,能准确的定位塑料模组,提高后续塑料模组的热铆精度;热铆之前设置载具测试装置,有效检测塑料模组是否装入载具到位;热铆之后设置热铆测试装置,有效检测塑料模组是否热铆到位;热铆装置的热压头能适用于塑料模组内狭小空间热铆动作,准确的对塑料模组中热铆柱熔融压接在铆压部,完成热铆处理;最后经过热铆处理的塑料模组经过热铆测试装置后下料,将合格品和不合格品进行分选下料;整体热铆机构能实现高效定位塑料模组,将塑料模组的热铆柱位置精准热铆处理,形成自动化多工位循环加工方式,提高热铆处理和测试的效率。
技术特征:
1.多工位高效热铆机构,包括受驱动旋转的转盘、设置于转盘上用于定位塑料模组的载具、以及设置于转盘外部的热铆装置,其特征在于:所述载具包括设置于转盘上的底板、设置于底板顶部且相对于底板纵向滑动设置的中间板、设置于中间板顶部且相对于中间板横向滑动设置的顶板,所述顶板的顶部设置有仿形定位塑料模组的定位座,所述转盘的侧边设置有用于检测塑料模组是否组装入载具到位的载具测试装置和用于检测塑料模组热铆后高度位置的热铆测试装置。
2.根据权利要求1所述的多工位高效热铆机构,其特征在于:所述底板的侧边设置有用于限位中间板滑动距离的第一限位板,所述第一限位板与中间板移动方向同向布置。
3.根据权利要求2所述的多工位高效热铆机构,其特征在于:所述第一限位板上开设有第一条形孔,所述中间板的侧边设置有沿第一条形孔移动限位的第一限位件,所述第一限位板贴靠中间板设置。
4.根据权利要求1所述的多工位高效热铆机构,其特征在于:所述中间板的侧边设置有用于限位顶板滑动距离的第二限位板,所述第二限位板与顶板移动方向同向布置。
5.根据权利要求4所述的多工位高效热铆机构,其特征在于:所述第二限位板上开设有第二条形孔,所述顶板的侧边设置有沿第二条形孔移动限位的第二限位件,所述第二限位板贴靠顶板设置。
6.根据权利要求1所述的多工位高效热铆机构,其特征在于:所述底板的顶部设置有供中间板滑动的第一滑轨,所述中间板的顶部设置有供顶板滑动的第二滑轨。
7.根据权利要求1所述的多工位高效热铆机构,其特征在于:所述塑料模组包括壳体、嵌入壳体内部的线圈组件;所述壳体内部设置有容置线圈组件的内槽,所述内槽中设置有热铆柱,所述线圈组件上设置有延伸至热铆柱两侧的铆压部,所述热铆柱通过热铆后熔融状态压合在铆压部。
8.根据权利要求1所述的多工位高效热铆机构,其特征在于:所述载具测试装置包括侧向朝向载具设置的光电传感器。
9.根据权利要求1所述的多工位高效热铆机构,其特征在于:所述热铆装置包括受驱动升降的固定板、安装于固定板上的导电块、以及连接导电块的热压头。
10.根据权利要求7所述的多工位高效热铆机构,其特征在于:所述热铆测试装置包括受驱动升降设置且对应热铆柱位置的位移传感器。
技术总结
本技术揭示了多工位高效热铆机构,包括受驱动旋转的转盘、设置于转盘上用于定位塑料模组的载具、以及设置于转盘外部的热铆装置,所述载具包括设置于转盘上的底板、设置于底板顶部且相对于底板纵向滑动设置的中间板、设置于中间板顶部且相对于中间板横向滑动设置的顶板,所述顶板的顶部设置有仿形定位塑料模组的定位座,所述转盘的侧边设置有用于检测塑料模组是否组装入载具到位的载具测试装置和用于检测塑料模组热铆后高度位置的热铆测试装置。本技术实现了塑料模组准确定位在载具内,灵活调节塑料模组的定位精度,增加热铆机构的适用范围,多工位流转提高热铆效率。
技术研发人员:祁富贵,庄亚军
受保护的技术使用者:昆山鸿茂精密模具有限公司
技术研发日:20230423
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!