一种汽车注塑件气辅注塑成型装置的制作方法
本技术涉及注塑成型装置,具体为一种汽车注塑件气辅注塑成型装置。
背景技术:
1、注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品的方法。该方法适用于形状复杂部件的批量生产,是重要的加工方法之一。
2、如申请号为202221257756.0的公开文件,该文件公开了一种汽车内饰注塑件注塑成型装置,该实用新型解决了在注塑时,模具内部可能产生气泡,由于内部模具凹凸不平,导致气泡不能从排气管排出,影响产品质量的问题。一种汽车内饰注塑件注塑成型装置,包括冷却机构和设置在冷却机构上方的排气机构,所述排气机构包括卡扣连接在出气管上方的卡管,卡管上方固定连接有连接管,连接管一侧设置有卡扣组件,且卡扣组件设置有两组,从注塑管注入液体后,关闭阀门,把卡管卡入出气管内,使出气管带动锁块卡在阻挡块下方,把连接管固定在了出气管上方,抽气泵开始工作,把模具内部空气抽出,使模具内部气压变小,由于内部气压变小,气泡消失,不会对产品的质量造成影响,但是在注塑件模合成型后,仍需要人工手动扣取进行脱模,脱模工作较为繁琐效率较低,影响下一次注塑工作,降低了注塑工作的效率。
3、于是,有鉴于此,针对现有的结构不足予以研究改良,提出一种汽车注塑件气辅注塑成型装置。
技术实现思路
1、本实用新型的目的在于提供一种汽车注塑件气辅注塑成型装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车注塑件气辅注塑成型装置,包括基座和抬升柱,所述基座的内表面中部固定安装有包覆筒,所述包覆筒的内表面上方开设有导向滑槽,所述导向滑槽的内部滑动设置有滑块,所述抬升柱固定安装于滑块的一端,所述抬升柱的内表面螺纹连接有螺纹杆,所述螺纹杆的一端设置有驱动电机,且驱动电机设置于包覆筒的内部与基座固定连接,所述抬升柱的外表面一端固定安装有推动板,所述推动板的表面一侧设置有下模具,所述下模具固定安装于基座的外表面上方中部,且推动板设置于下模具的内部。
3、进一步的,所述基座的内表面一端固定安装有抽风机,且抽风机的一端连接有排风管,所述抽风机的另一端连接有进风管,且排风管的一端贯穿基座和下模具与下模具的内表面底部连通,并且进风管贯穿基座的内表面左侧。
4、进一步的,所述基座的外表面一侧设置有过滤组件,且过滤组件包括过滤箱和螺栓块,所述基座的外表面一侧设置有过滤箱,且过滤箱的外表面一端固定安装有螺栓块,并且过滤箱通过螺栓块与基座螺栓连接。
5、进一步的,所述过滤组件还包括密封胶圈和通风口,且过滤箱的外表面一侧设置有密封胶圈,并且过滤箱的外表面另一侧开设有通风口。
6、进一步的,所述过滤组件还包括活性炭板、过滤棉和滤灰纱布,且过滤箱的内表面靠近密封胶圈的一端固定安装有活性炭板,所述活性炭板的一侧设置有过滤棉,且过滤棉的一侧设置有滤灰纱布,并且过滤棉和滤灰纱布均与过滤箱的内表面固定连接。
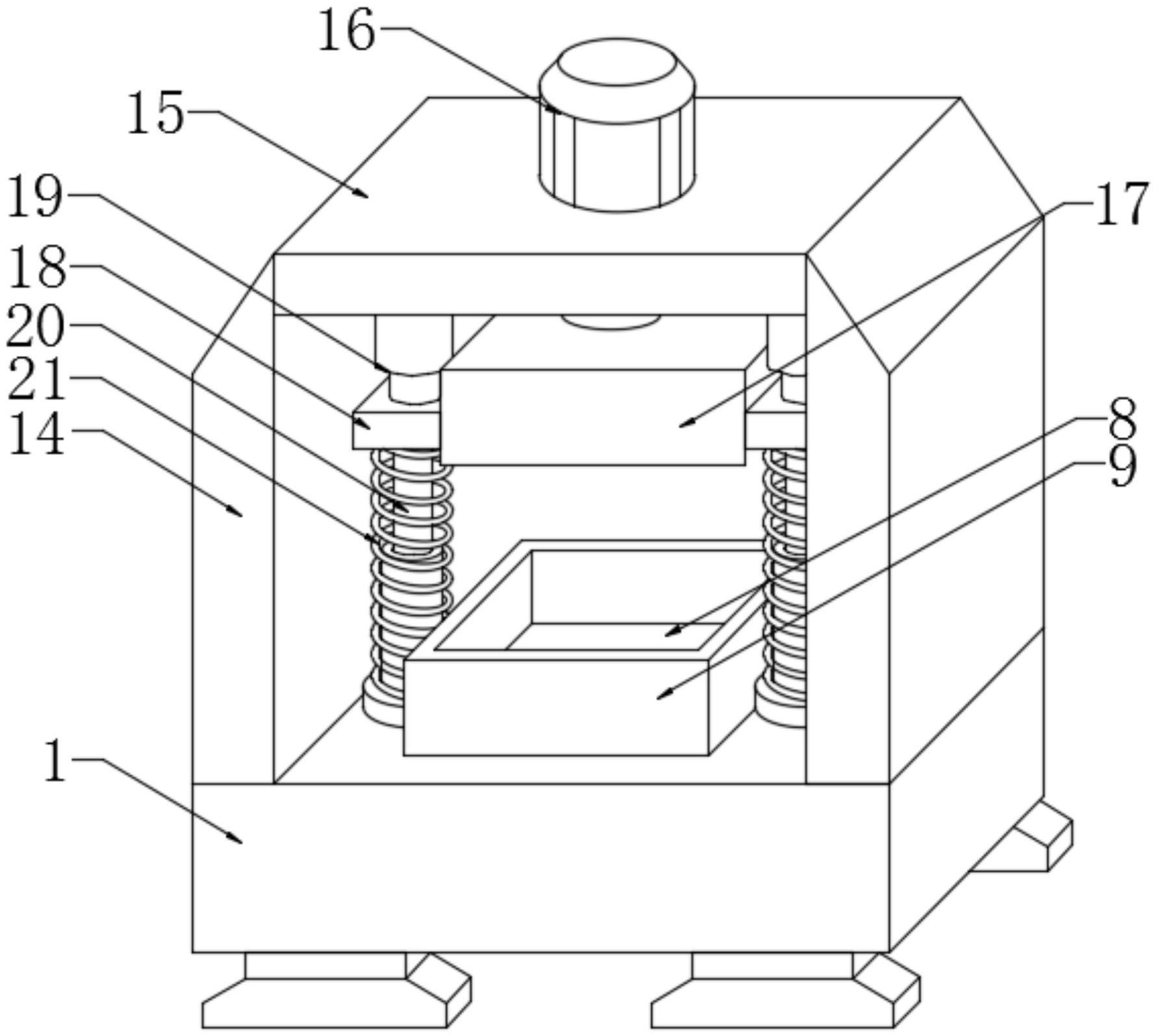
7、进一步的,所述基座的外表面上方两端均固定安装有支撑板,且支撑板的表面一侧固定安装有顶板,所述顶板的表面一侧设置有气缸,且气缸的一端固定安装有上模具。
8、进一步的,所述上模具的外表面两端均固定安装有固定块,且固定块的表面一侧固定安装有伸缩杆,所述固定块的表面另一侧固定安装有阻尼杆,且阻尼杆的表面一端固定安装有强力弹簧。
9、进一步的,所述伸缩杆的上端与顶板固定连接,且阻尼杆的底端与基座固定连接。
10、与现有技术相比,本实用新型的有益效果是:
11、1.本实用新型通过导向滑槽、滑块、抬升柱、螺纹杆、驱动电机、推动板、下模具、抽风机、排风管和进风管的设置,物料通过模具注塑成型后,抽风机通过进风管吸入空气,通过排风管吹进下模具的内部,能够使成型物料快速降温的同时,由于风从下模具的底部吹进,风的压力,使成型物料与下模具冷却分离,同时启动驱动电机,驱动电机使得螺纹杆旋转,抬升柱在滑块的限位下沿着导向滑槽上升,带动推动板上移,将成型物料顶出脱模,能够使成型物料快速冷却定型,并实现气辅快速脱模;
12、2.本实用新型通过过滤组件的设置,过滤组件由过滤箱、螺栓块、密封胶圈、通风口、活性炭板、过滤棉和滤灰纱布组成,抽风机吸入的空气,会通过通风口进入,过滤箱的内部,再经过活性炭板、过滤棉和滤灰纱布对空气中的杂质灰尘进行层层过滤吸附,使冷却空气更加洁净,防止抽风机吹出的新风中,携带过多的杂质对成型模具造成质量上的影响,同时过滤箱能够通过螺栓块进行拆卸更换,便于清理,安装上的过滤箱通过密封胶圈与基座的外表面紧贴,能够防止在吸入空气时,空气通过连接缝隙未经过过滤就进入进风管中,保证了空气的过滤质量;
13、3.本实用新型通过固定块、伸缩杆、阻尼杆和强力弹簧的设置,气缸推动上模具向下时,会带动固定块向下移动,拉动伸缩杆延伸,同时使阻尼杆和强力弹簧向下挤压收缩,能够对上模具和下模具合模时有较好的缓冲作用,可有效延长上模和下模的使用寿命,防止模合力过大造成工件损坏。
技术特征:
1.一种汽车注塑件气辅注塑成型装置,包括基座(1)和抬升柱(5),其特征在于,所述基座(1)的内表面中部固定安装有包覆筒(2),所述包覆筒(2)的内表面上方开设有导向滑槽(3),所述导向滑槽(3)的内部滑动设置有滑块(4),所述抬升柱(5)固定安装于滑块(4)的一端,所述抬升柱(5)的内表面螺纹连接有螺纹杆(6),所述螺纹杆(6)的一端设置有驱动电机(7),且驱动电机(7)设置于包覆筒(2)的内部与基座(1)固定连接,所述抬升柱(5)的外表面一端固定安装有推动板(8),所述推动板(8)的表面一侧设置有下模具(9),所述下模具(9)固定安装于基座(1)的外表面上方中部,且推动板(8)设置于下模具(9)的内部。
2.根据权利要求1所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述基座(1)的内表面一端固定安装有抽风机(10),且抽风机(10)的一端连接有排风管(11),所述抽风机(10)的另一端连接有进风管(12),且排风管(11)的一端贯穿基座(1)和下模具(9)与下模具(9)的内表面底部连通,并且进风管(12)贯穿基座(1)的内表面左侧。
3.根据权利要求1所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述基座(1)的外表面一侧设置有过滤组件(13),且过滤组件(13)包括过滤箱(1301)和螺栓块(1302),所述基座(1)的外表面一侧设置有过滤箱(1301),且过滤箱(1301)的外表面一端固定安装有螺栓块(1302),并且过滤箱(1301)通过螺栓块(1302)与基座(1)螺栓连接。
4.根据权利要求3所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述过滤组件(13)还包括密封胶圈(1303)和通风口(1304),且过滤箱(1301)的外表面一侧设置有密封胶圈(1303),并且过滤箱(1301)的外表面另一侧开设有通风口(1304)。
5.根据权利要求3所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述过滤组件(13)还包括活性炭板(1305)、过滤棉(1306)和滤灰纱布(1307),且过滤箱(1301)的内表面靠近密封胶圈(1303)的一端固定安装有活性炭板(1305),所述活性炭板(1305)的一侧设置有过滤棉(1306),且过滤棉(1306)的一侧设置有滤灰纱布(1307),并且过滤棉(1306)和滤灰纱布(1307)均与过滤箱(1301)的内表面固定连接。
6.根据权利要求1所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述基座(1)的外表面上方两端均固定安装有支撑板(14),且支撑板(14)的表面一侧固定安装有顶板(15),所述顶板(15)的表面一侧设置有气缸(16),且气缸(16)的一端固定安装有上模具(17)。
7.根据权利要求6所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述上模具(17)的外表面两端均固定安装有固定块(18),且固定块(18)的表面一侧固定安装有伸缩杆(19),所述固定块(18)的表面另一侧固定安装有阻尼杆(20),且阻尼杆(20)的表面一端固定安装有强力弹簧(21)。
8.根据权利要求7所述的一种汽车注塑件气辅注塑成型装置,其特征在于,所述伸缩杆(19)的上端与顶板(15)固定连接,且阻尼杆(20)的底端与基座(1)固定连接。
技术总结
本技术公开了一种汽车注塑件气辅注塑成型装置,涉及注塑成型装置技术领域,包括基座和抬升柱,所述基座的内表面中部固定安装有包覆筒,所述包覆筒的内表面上方开设有导向滑槽。该汽车注塑件气辅注塑成型装置,与现有的普通汽车注塑件气辅注塑成型装置相比,物料通过模具注塑成型后,抽风机通过进风管吸入空气,通过排风管吹进下模具的内部,能够使成型物料快速降温的同时,由于风从下模具的底部吹进,风的压力,使成型物料与下模具冷却分离,同时启动驱动电机,驱动电机使得螺纹杆旋转,抬升柱在滑块的限位下沿着导向滑槽上升,带动推动板上移,将成型物料顶出脱模,能够使成型物料快速冷却定型,并实现气辅快速脱模。
技术研发人员:陈军
受保护的技术使用者:精利模塑科技(无锡)有限公司
技术研发日:20230426
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!