一种射嘴加热设备的制作方法
本技术涉及射嘴清理设备的,更具体地说,是涉及一种射嘴加热设备。
背景技术:
1、注塑成型是塑胶成型生产最为常见的一种生产方法,现有的液态硅橡胶注塑成型生产线中,在模具下机保养的过程中,工人需要将射嘴嘴头内残余双组份的液态硅橡胶去除,普通塑胶注塑成型中通常都是采用加热设备(如专利公告号为cn214687622u的实用新型)加热射嘴使得残余胶料融化后自动流出,但是这类加热设备并不适用于液态硅橡胶用射嘴残余清理,因此有必要发明一种专用于双组份液态硅橡胶射嘴清理的射嘴加热设备。
技术实现思路
1、本实用新型的目的在于克服现有技术中的上述缺陷,提供一种专门用于双组份液态硅橡胶射嘴清理的射嘴加热设备。
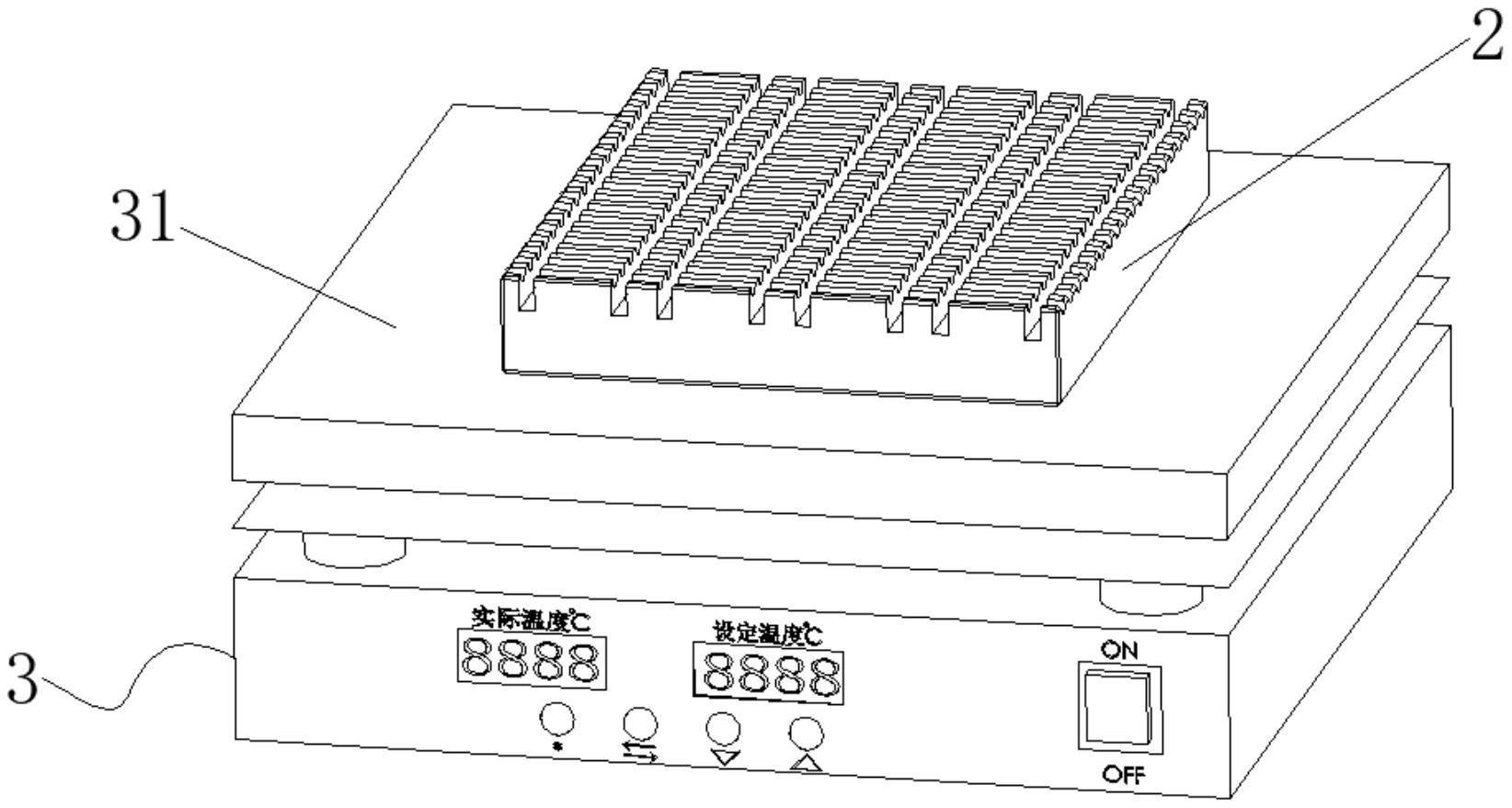
2、为实现上述目的,本实用新型提供了一种射嘴加热设备,包括加热装置和用于排列放置射嘴的射嘴放料治具,所述射嘴放料治具由导热材料制成,所述射嘴放料治具放置于加热装置的加热部位上,所述射嘴放料治具的顶部凹设有若干排沿着射嘴放料治具的宽度方向间隔布置的用于供两个射嘴的嘴身置入的嘴身定位槽、若干条用于供射嘴的嘴头后端部位置入的嘴头后端定位槽和若干排沿着射嘴放料治具的宽度方向间隔布置的用于供射嘴的嘴头前端部位置入的嘴头前端定位槽,所述嘴头前端定位槽和嘴身定位槽沿着射嘴放料治具的宽度方向呈交替分布并且位置分别一一对应,所述嘴头前端定位槽和嘴身定位槽与射嘴放料治具的宽度方向相平行,所述嘴头后端定位槽平行于射嘴放料治具的长度方向布置并分别位于每排嘴头前端定位槽与每排嘴身定位槽之间,所述嘴头后端定位槽分别与每排嘴头前端定位槽和每排嘴身定位槽垂直贯通,当射嘴放上射嘴放料治具时,每对射嘴的嘴身部位分别置入到各自对应的嘴身定位槽内,并且每对射嘴呈尾部对尾部靠在一起摆放,每个射嘴的嘴头后端部位分别置入到各自对应的嘴头后端定位槽内,每个射嘴的嘴头前端部位分别置入到各自对应的嘴头前端定位槽内。
3、作为优选的实施方式,所述导热材料设置为铝。
4、作为优选的实施方式,所述加热装置设置为顶部设置有加热板的电子加热平台
5、作为优选的实施方式,所述射嘴放料治具设置为长方板状。
6、作为优选的实施方式,所述射嘴放料治具的顶部四周边缘和底部四周边缘均设置有倒角。
7、作为优选的实施方式,所述嘴身定位槽的深度小于嘴头后端定位槽的深度,所述嘴身定位槽的深度等于嘴头前端定位槽的深度。
8、与现有技术相比,本实用新型的有益效果在于:
9、本实用新型的结构简单、新颖,设计合理,加热装置能够对放置于射嘴放料治具的射嘴加热,使得射嘴内残余的双组份液态硅橡胶受热膨胀固化,同时使得每对射嘴内的胶料连接起来,在加热完毕后,将每对射嘴一拉,便能够使得每对射嘴内的胶料与射嘴分离,从而完成射嘴的残余胶料清理,本实用新型的射嘴放料治具顶部设有若干个嘴身定位槽、嘴头前端定位槽和嘴头后端定位槽,可实现射嘴的批量化加热清理。
技术特征:
1.一种射嘴加热设备,其特征在于:包括加热装置(3)和用于排列放置射嘴(1)的射嘴放料治具(2),所述射嘴放料治具(2)由导热材料制成,所述射嘴放料治具(2)放置于加热装置(3)的加热部位上,所述射嘴放料治具(2)的顶部凹设有若干排沿着射嘴放料治具(2)的宽度方向间隔布置的用于供两个射嘴(1)的嘴身置入的嘴身定位槽(21)、若干条用于供射嘴(1)的嘴头后端部位置入的嘴头后端定位槽(22)和若干排沿着射嘴放料治具(2)的宽度方向间隔布置的用于供射嘴(1)的嘴头前端部位置入的嘴头前端定位槽(24),所述嘴头前端定位槽(24)和嘴身定位槽(21)沿着射嘴放料治具(2)的宽度方向呈交替分布并且位置分别一一对应,所述嘴头前端定位槽(24)和嘴身定位槽(21)与射嘴放料治具(2)的宽度方向相平行,所述嘴头后端定位槽(22)平行于射嘴放料治具(2)的长度方向布置并分别位于每排嘴头前端定位槽(24)与每排嘴身定位槽(21)之间,所述嘴头后端定位槽(22)分别与每排嘴头前端定位槽(24)和每排嘴身定位槽(21)垂直贯通,当射嘴(1)放上射嘴放料治具(2)时,每对射嘴(1)的嘴身部位分别置入到各自对应的嘴身定位槽(21)内,并且每对射嘴(1)呈尾部对尾部靠在一起摆放,每个射嘴(1)的嘴头后端部位分别置入到各自对应的嘴头后端定位槽(22)内,每个射嘴(1)的嘴头前端部位分别置入到各自对应的嘴头前端定位槽(24)内。
2.根据权利要求1所述的一种射嘴加热设备,其特征在于:所述导热材料设置为铝。
3.根据权利要求1所述的一种射嘴加热设备,其特征在于:所述加热装置(3)设置为顶部设置有加热板的电子加热平台。
4.根据权利要求1所述的一种射嘴加热设备,其特征在于:所述射嘴放料治具(2)设置为长方板状。
5.根据权利要求1所述的一种射嘴加热设备,其特征在于:所述射嘴放料治具(2)的顶部四周边缘和底部四周边缘均设置有倒角(23)。
6.根据权利要求1所述的一种射嘴加热设备,其特征在于:所述嘴身定位槽(21)的深度小于嘴头后端定位槽(22)的深度,所述嘴身定位槽(21)的深度等于嘴头前端定位槽(24)的深度。
技术总结
本技术公开了一种射嘴加热设备,包括加热装置和射嘴放料治具,射嘴放料治具放置于加热装置的加热部位上,射嘴放料治具的顶部凹设有若干排沿着射嘴放料治具的宽度方向间隔布置的用于供两个射嘴的嘴身置入的嘴身定位槽、若干条用于供射嘴的嘴头后端部位置入的嘴头后端定位槽和若干排沿着射嘴放料治具的宽度方向间隔布置的用于供射嘴的嘴头前端部位置入的嘴头前端定位槽。本技术的加热装置能够对放置于射嘴放料治具的射嘴加热,使得射嘴内残余的双组份液态硅橡胶受热膨胀固化,同时使得每对射嘴内的胶料连接起来,在加热完毕后,将每对射嘴一拉,便能够使得每对射嘴内的胶料与射嘴分离,从而完成射嘴的残余胶料清理。
技术研发人员:钱鹏,唐巍,叶永生,李帅,李杰,谢雄春,陈超
受保护的技术使用者:优品精密橡胶零件(东莞)有限公司
技术研发日:20230427
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!