一种塑胶产品侧面凹槽脱模模具的制作方法
本技术涉及塑胶生产,具体而言,涉及一种塑胶产品侧面凹槽脱模模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,由于模具的用处不同,会出现各种形状的模具。
2、主要由碳、氧、氢和氮及其他有机或无机元素所构成,成品为固体,在制造过程中是熔融状的液体,因此可以机加热使其熔化、加压力使其流动、冷却使其固化,而形成各种形状,此庞大而变化多端的材料族群称为塑胶,由塑胶制成的产品具有较强的可塑性,其倒入模具中能够制成各种各样的产品。
3、然而在模具设计中一些不常见的产品会遇到一些不常见的脱模结构。而部分脱模磨具的行位脱模方向(上下方向)有倒扣,如果行位强拖会拉伤模具,从而导致脱模不便。
技术实现思路
1、本实用新型的目的在于提供一种塑胶产品侧面凹槽脱模模具,其能够解决现目前模具上行为有倒扣在脱模过程中容易导致模具拉伤的技术问题。
2、本实用新型是这样实现的:
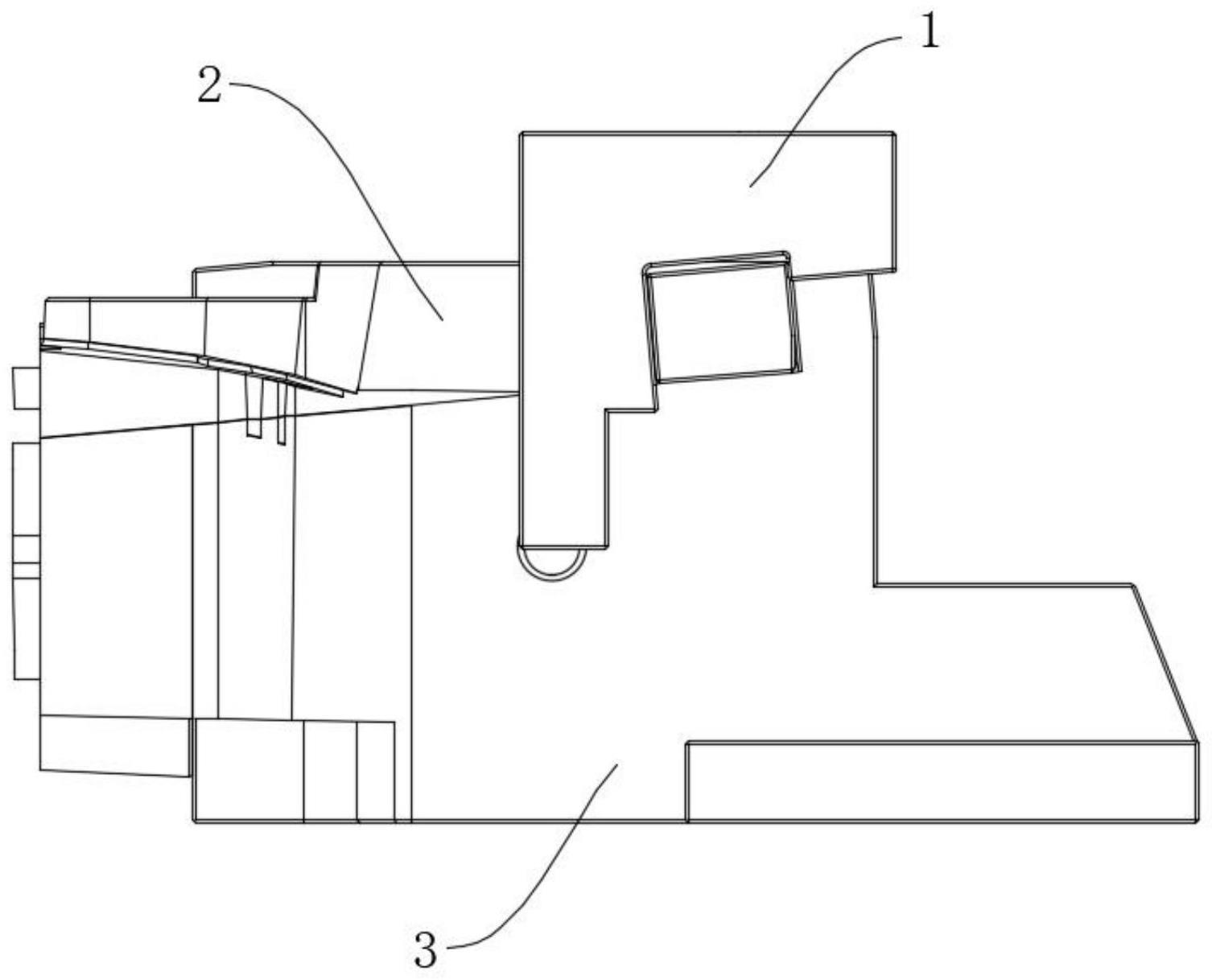
3、本申请提供了一种塑胶产品侧面凹槽脱模模具,包括小行位、大行位和用于限制小行位移动的挂钩,小行位与大行位滑动连接,挂钩与大行位固定连接并位于小行位的后方,小行位上与模具接触的面为倾斜结构,倾斜结构的倾斜角度为4-6°。
4、进一步地,上述小行位与大行位间设置有用于使小行位在大行位上水平运动的水平运动位。
5、进一步地,上述挂钩与小行位间设置有用于使挂钩卡住或松开小行位的径向运动位。
6、进一步地,上述大行位上开设有t槽,小行位能在t槽内滑动,t槽与挂钩相匹配。
7、相对于现有技术,本实用新型的实施例至少具有如下优点或有益效果:
8、本实用新型提供了一种塑胶产品侧面凹槽脱模模具,该塑胶产品侧面凹槽脱模模具能够通过大行位上套的小行位在回位合模到底时由于正对面没有后模钢料限制小行位向前运动的精确行程定位(行位正对面是产品胶位面,行位无法与后模钢料碰穿固定精确行程),故把小行位顶面加高,在行位前方做了5°斜度,合模到底时小行位与前模插穿,从而实现行位上套的小行位精确定位与封胶效果,以避免在脱模过程中对模具造成的拉伤效果。
技术特征:
1.一种塑胶产品侧面凹槽脱模模具,其特征在于,包括小行位、大行位和用于限制所述小行位移动的挂钩,所述小行位与所述大行位滑动连接,所述挂钩与所述大行位滑动连接并位于所述小行位的后方,所述小行位上与模具接触的面为倾斜结构,所述倾斜结构的倾斜角度为4-6°。
2.根据权利要求1所述的塑胶产品侧面凹槽脱模模具,其特征在于,所述小行位与所述大行位间设置有用于使所述小行位在所述大行位上水平运动的水平运动位。
3.根据权利要求1所述的塑胶产品侧面凹槽脱模模具,其特征在于,所述挂钩与所述小行位间设置有用于使所述挂钩卡住或松开所述小行位的径向运动位。
4.根据权利要求1所述的塑胶产品侧面凹槽脱模模具,其特征在于,所述大行位上开设有t槽,所述小行位能在所述t槽内滑动,所述t槽与所述挂钩相匹配。
技术总结
本技术提出了一种塑胶产品侧面凹槽脱模模具,涉及塑胶生产技术领域。该塑胶产品侧面凹槽脱模模具包括小行位、大行位和用于限制所述小行位移动的挂钩,所述小行位与所述大行位滑动连接,所述挂钩与所述大行位滑动连接并位于所述小行位的后方,所述小行位上与模具接触的面为倾斜结构,所述倾斜结构的倾斜角度为4‑6°;其能够解决现目前模具上行为有倒扣在脱模过程中容易导致模具拉伤的技术问题。
技术研发人员:陈飞,谢彪,刘建
受保护的技术使用者:宜宾市智威科技有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!