一种细孔胶辊成型的防偏心注塑模具结构的制作方法
本技术涉及注塑模具,具体为一种细孔胶辊成型的防偏心注塑模具结构。
背景技术:
1、根据申请号为cn201721266242.0的中国实用新型专利所述“注塑模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,注塑模具应用的范围越来越广泛。注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。部分注塑模具上设置有凸出模仁表面较高的活动镶件,用于制造纵深较深的槽体。此类产品进行注塑时,由于活动镶件的长度较长,注塑过程中,受注塑热流体冲击,活动镶件的顶端会出现偏心,导致产品槽体的壁厚不均,影响产品的质量”。
2、如图8所示,产品8(细孔胶辊)呈圆柱形设置,并其端面上设有贯穿胶辊的贯穿孔81,在注塑此类产品8的注塑模具结构中,通常需要使用到镶件,其中,在注塑的过程中,由于注塑时镶件受到的压力不均衡,使产品8在成型的过程中容易导致镶件发生偏心等现象,从而导致成型出来的上述产品8中的贯穿孔81发生偏位,而导致产品的成型不达标以及质量不合格,为此本实用新型提出一种防止活动镶件偏心的注塑模具结构去解决以上问题。
技术实现思路
1、本实用新型为克服上述情况不足,旨在提供一种细孔胶辊成型的防偏心注塑模具结构能解决上述问题的技术方案。
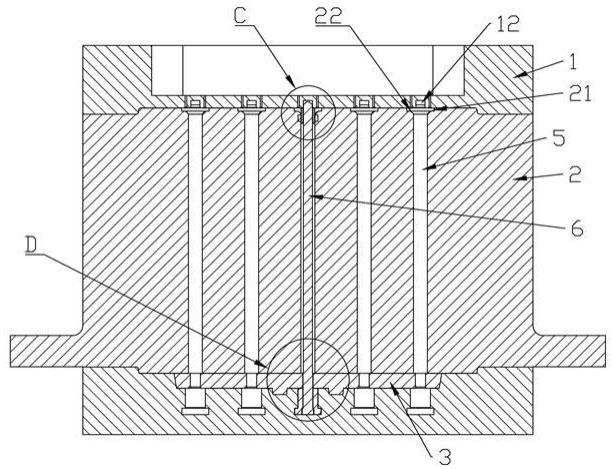
2、为实现上述目的,本实用新型提供如下技术方案:一种细孔胶辊成型的防偏心注塑模具结构,包括有从上往下依次排列的压料板、中型板以及下型板;
3、所述中型板内成型有模腔,压料板上开设有与模腔连通的注塑口;
4、所述模腔内设有镶件;
5、所述镶件的外壁周缘上套设有导正套,其中,所述导正套的内壁与镶件的外壁抵接配合,导正套的外壁与模腔内壁抵接配合;
6、所述导正套沿着镶件的长度方向滑动设置,所述导正套的内壁与外壁在导正套滑动过程中分别持续与镶件的外壁以及模腔内壁抵接配合;
7、所述导正套套设于镶件靠近注塑口的一端。
8、作为本实用新型进一步方案:还包括有脱型板,所述脱型板设于下型板与中型板之间;
9、所述镶件贯穿中型板、脱型板以及下型板设置,其中,镶件的下端固设于下型板上;
10、所述脱型板与镶件滑动配合设置。
11、作为本实用新型进一步方案:所述压料板的下端面上开设有与镶件上端对位配合的限位槽,所述镶件与限位槽插接配合,其中,镶件的外壁与限位槽的内壁抵接配合。
12、作为本实用新型进一步方案:所述模腔的上端与中型板的连接处设有容纳槽,其中,容纳槽与模腔的连接处设有斜角部;
13、所述注塑口由多个通孔组成,所述多个通孔以镶件的中心为圆心呈圆形阵列排布设置,所述多个通孔分别与斜角部的折弯部分对位配合。
14、作为本实用新型进一步方案:还包括有挂板以及设于挂板上的升降槽;
15、所述挂板对称设于中型板的两侧,所述中型板的两侧分别与升降槽套接配合的轴套,轴套沿着升降槽的长度方向滑动设置,所述挂板上设有联动槽,所述脱型板的两侧分别设有与联动槽固定配合的延伸部。
16、作为本实用新型进一步方案:所述导正套为磁性材料成型,其中,模腔上靠近斜角部的一端设有磁吸部,所述导正套与磁吸部磁吸配合。
17、与现有技术相比,本实用新型的有益效果如下:通过在注塑的过程中,导正套的内壁与外壁持续与镶件的外壁与内壁滑动抵接,使镶件被限定住,避免镶件偏移,从而避免镶件的轴心偏心,能够使成品更好的成型,提高生产效率,保证产品的质量达标。
技术特征:
1.一种细孔胶辊成型的防偏心注塑模具结构,其特征在于,包括有从上往下依次排列的压料板、中型板以及下型板;
2.根据权利要求1所述的一种细孔胶辊成型的防偏心注塑模具结构,其特征在于,还包括有脱型板,所述脱型板设于下型板与中型板之间;
3.根据权利要求2所述的一种细孔胶辊成型的防偏心注塑模具结构,其特征在于,所述压料板的下端面上开设有与镶件上端对位配合的限位槽,所述镶件与限位槽插接配合,其中,镶件的外壁与限位槽的内壁抵接配合。
4.根据权利要求3所述的一种细孔胶辊成型的防偏心注塑模具结构,其特征在于,所述模腔的上端与中型板的连接处设有容纳槽,其中,容纳槽与模腔的连接处设有斜角部;
5.根据权利要求4所述的一种细孔胶辊成型的防偏心注塑模具结构,其特征在于,还包括有挂板以及设于挂板上的升降槽;
6.根据权利要求5所述的一种细孔胶辊成型的防偏心注塑模具结构,其特征在于,所述导正套为磁性材料成型,其中,模腔上靠近斜角部的一端设有磁吸部,所述导正套与磁吸部磁吸配合。
技术总结
本技术公开了一种细孔胶辊成型的防偏心注塑模具结构,涉及注塑模具技术领域,包括有压料板、中型板以及下型板,中型板内成型有模腔,压料板上开设有注塑口,模腔内设有镶件,镶件的外壁周缘上套设有导正套,导正套的内壁与镶件的外壁抵接配合,导正套沿着镶件的长度方向滑动设置,导正套的内壁与外壁在导正套滑动过程中分别持续与镶件的外壁以及模腔内壁抵接配合,导正套套设于镶件靠近注塑口的一端,通过在注塑的过程中,导正套的内壁与外壁持续与镶件的外壁与内壁滑动抵接,使镶件被限定住,避免镶件偏移,从而避免镶件的轴心偏心,能够使成品更好的成型,提高生产效率,保证产品的质量达标。
技术研发人员:诸煜
受保护的技术使用者:东莞市恒强橡胶制品有限公司
技术研发日:20230519
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!