一种零件精确热成形模具的制作方法
本技术涉及热成型模具,具体为一种零件精确热成形模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,在对塑料等材质制品进行生产的过程中,采用热成型的方式进行生产,所以提供了一种零件精确热成形模具,例如申请号“cn202220847654.8”的一种能够准确合模的热成型模具,包括底座,本实用新型能够在热成型模具制造出来产品后,启动将产品从下模具内顶出,然后自动取出,不需要操作人员手动取出产品,提高了操作人员工作的便利性。
2、现有的在上模和下模之间会设置加热板进行加热处理,然后依靠上模和下模的形状对原料进行定型。
3、但是现有的上模和下模在长时间高温工作下会出现变形的情况,在变形后会出现上模下模定位不准确的情况,使用者无法及时发现,导致了后续残次品的产生。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种零件精确热成形模具,解决了现有的上模和下模在长时间高温工作下会出现变形的情况,在变形后会出现上模下模定位不准确的情况,使用者无法及时发现,导致了后续残次品的产生的问题。
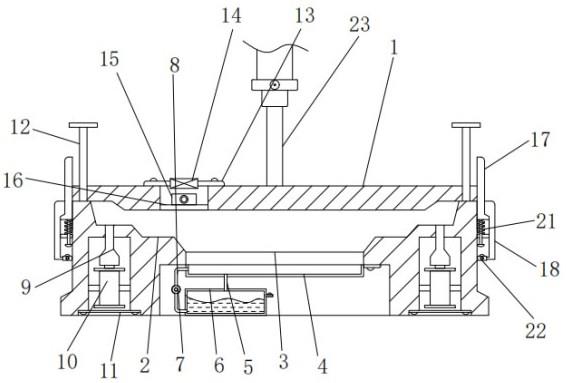
2、为实现上述目的,本实用新型通过以下技术方案予以实现:一种零件精确热成形模具,包括上模和下模,所述上模的底部与下模的顶部相贴合,所述上模的顶部安装有液压缸,所述下模的顶部安装有两个定位杆,两个所述定位杆的外壁与上模的两个通孔活动相连,所述下模的两侧均设置有监测机构,监测机构包括竖板、外壳、竖杆、横板、弹簧和开关,所述竖板的一侧与上模和下模的一侧相贴合,所述竖板的外壁活动相连有与下模一侧相固接的外壳,所述外壳的内壁固接有横板,所述横板的通孔活动相连有竖杆,所述竖杆的顶部与竖板的底部固定连接,所述竖杆的外壁活动相连有横板,所述横板的一端与外壳的内侧固定连接,所述竖杆的外壁活动相连有弹簧,所述弹簧的两端分别与竖板的底部和横板的顶部固定连接,所述外壳的底部通孔固接有开关。
3、优选的,所述下模的顶部通孔安装有第一导热板,所述下模的内侧顶部通过螺栓固接有壳体,所述壳体的底部和一侧分别连通有竖管和曲管,所述竖管和曲管的内侧连通有水箱,所述曲管的内侧安装有泵体。
4、优选的,所述上模的通孔固接有第二导热板,所述第二导热板的顶部安装有温度探头,所述上模的顶部通过螺栓固接有盖板,所述盖板的内侧安装有控制器。
5、优选的,所述下模的内侧固接有电动推杆,所述电动推杆的输出端固接有推杆,所述推杆的外壁与下模的内侧通孔活动相连。
6、优选的,所述下模的底部通过螺栓固接有检修盖。
7、有益效果
8、本实用新型提供了一种零件精确热成形模具。具备以下有益效果:该零件精确热成形模具通过竖板、外壳和弹簧之间的配合,实现了对上模形状变化的自动监测,解决了现有的上模和下模在长时间高温工作下会出现变形的情况,在变形后会出现上模下模定位不准确的情况,使用者无法及时发现,导致了后续残次品的产生的问题。
9、通过水箱、泵体和曲管之间的配合,实现了对模具内侧温度变化的监测,进而实现加快冷却和快速脱模,节约了工作时间。
技术特征:
1.一种零件精确热成形模具,包括上模(1)和下模(2),所述上模(1)的底部与下模(2)的顶部相贴合,其特征在于:所述上模(1)的顶部安装有液压缸(23),所述下模(2)的顶部安装有两个定位杆(12),两个所述定位杆(12)的外壁与上模(1)的两个通孔活动相连,所述下模(2)的两侧均设置有监测机构;
2.根据权利要求1所述的一种零件精确热成形模具,其特征在于:所述下模(2)的顶部通孔安装有第一导热板(3),所述下模(2)的内侧顶部通过螺栓固接有壳体(4),所述壳体(4)的底部和一侧分别连通有竖管(5)和曲管(8),所述竖管(5)和曲管(8)的内侧连通有水箱(6),所述曲管(8)的内侧安装有泵体(7)。
3.根据权利要求2所述的一种零件精确热成形模具,其特征在于:所述上模(1)的通孔固接有第二导热板(16),所述第二导热板(16)的顶部安装有温度探头(15),所述上模(1)的顶部通过螺栓固接有盖板(13),所述盖板(13)的内侧安装有控制器(14)。
4.根据权利要求3所述的一种零件精确热成形模具,其特征在于:所述下模(2)的内侧固接有电动推杆(10),所述电动推杆(10)的输出端固接有推杆(9),所述推杆(9)的外壁与下模(2)的内侧通孔活动相连。
5.根据权利要求4所述的一种零件精确热成形模具,其特征在于:所述下模(2)的底部通过螺栓固接有检修盖(11)。
技术总结
本技术公开了一种零件精确热成形模具,包括上模和下模,所述外壳的内壁固接有横板,所述横板的通孔活动相连有竖杆,所述竖杆的顶部与竖板的底部固定连接,所述竖杆的外壁活动相连有横板,所述横板的一端与外壳的内侧固定连接,所述竖杆的外壁活动相连有弹簧,所述弹簧的两端分别与竖板的底部和横板的顶部固定连接,所述外壳的底部通孔固接有开关。本技术涉及热成型模具技术领域,通过竖板、外壳和弹簧之间的配合,实现了对上模形状变化的自动监测,解决了现有的上模和下模在长时间高温工作下会出现变形的情况,在变形后会出现上模下模定位不准确的情况,使用者无法及时发现,导致了后续残次品的产生的问题。
技术研发人员:王兴飞,刘然
受保护的技术使用者:哈尔滨天河机械制造有限公司
技术研发日:20230528
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!