一种汽车注塑件成型模具的制作方法
本技术涉及汽车注塑件加工装置,具体为一种汽车注塑件成型模具。
背景技术:
1、注塑成型又称为注射模塑成型,它是一种注射兼模塑的成型方法,注塑成型方法的优点是生产速度快、效率高、操作可实现自动化,注塑成型模具适用于大量生产与形状复杂产品等成型加工领域,尤其是在汽车领域,塑料已经是汽车的重要组成部分。
2、专利号cn218803725u,涉及一种汽车注塑件成型模具,包括底座和数量为两个的连接板,所述底座上设置有顶出机构,所述底座上设置有辅助组件,所述顶出机构包括与底座内壁底部固定安装的数量为两个的电推杆,两个所述电推杆的输出端固定安装有下模具,两个所述连接板的顶部均固定安装有一端与下模具底部固定连接的挤压弹簧,两个所述连接板的顶部均固定安装有连接杆。该汽车注塑件成型模具,安装有顶出机构,能够在汽车注塑模具成型后,将注塑件从模腔内顶出,减少注塑件取出受损的情况,有利提高注塑件脱模的质量和效率,安装有辅助组件,能够将上模具与下模具进行精准连接,有减少模具发生偏移的情况,有利于提高注塑件注塑的质量。
3、但是上述装置在实际使用时仍旧存在一些缺点,较为明显的就是通过挤压弹簧对顶板产生推力,然后将注塑件顶出,弹簧部件在长时间挤压后容易形变,弹簧长度变短后将无法将注塑件顶出,取件困难,同时注塑件顶出部分后还需要人工手动将其取出,增加操作者劳动量,费时费力,自动化程度低。
4、因此,发明一种汽车注塑件成型模具来解决上述问题很有必要。
技术实现思路
1、本实用新型的目的在于提供一种汽车注塑件成型模具,具备通过电动的方式将注塑件顶出,然后自动夹持注塑件将其转移至收集框中,自动化程度高,加工效率高的优点,解决了弹簧部件在长时间挤压后容易形变,难以顶出注塑件,取件困难,同时注塑件顶出部分后还需要人工手动将其取出,增加操作者劳动量,费时费力,自动化程度低的问题。
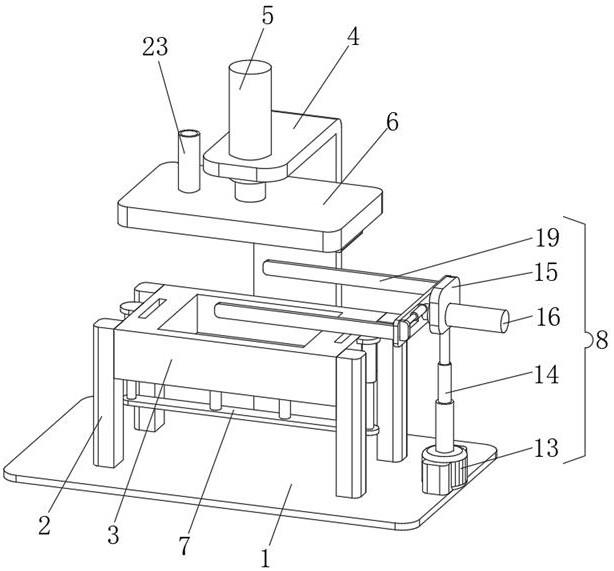
2、为实现上述目的,本实用新型提供如下技术方案:一种汽车注塑件成型模具,包括底板,所述底板顶部的四角均焊接有支腿,所述支腿的顶部固定连接有下模座,所述底板顶部的后侧焊接有l型板,所述l型板的顶部贯穿安装有第一电动推杆,所述第一电动推杆的底部通过螺钉连接有上模座,所述上模座的表面安装有顶料机构,所述底板顶部的右侧固定安装有取料机构。
3、优选的,所述顶料机构包括第二电动推杆,所述第二电动推杆的顶部通过支块与下模座固定连接,所述第二电动推杆的底部通过螺钉连接有横板,所述横板顶部的两侧均焊接有竖杆,所述竖杆的顶部贯穿至下模座的内腔并固定连接有移动板。
4、优选的,所述竖杆的表面与下模座的内壁活动连接,所述移动板的表面与下模座的内壁活动连接。
5、优选的,所述取料机构包括电机,所述电机的底部通过螺钉与底板连接,所述电机转轴的顶部通过螺钉连接有第三电动推杆,所述第三电动推杆的顶部固定连接有竖板,所述竖板的右侧贯穿安装有第四电动推杆,所述第四电动推杆的左端固定连接有连接板,所述连接板的右侧固定连接有第五电动推杆,所述第五电动推杆的伸缩端固定连接有夹板。
6、优选的,所述连接板的右侧开设有长孔,所述夹板的左侧贯穿长孔并延伸至连接板的左侧,所述夹板的表面与长孔的内壁活动连接。
7、优选的,所述电机的前后两侧均固定连接有加固块,加固块的底部与底板固定连接。
8、优选的,所述下模座顶部的两侧均开设有定位槽,所述上模座底部的两侧均固定连接有定位块,所述定位块与定位槽配合使用。
9、优选的,所述上模座顶部的左侧连通有进料管,所述进料管的底部贯穿上模座并与上模座的内腔连通。
10、与现有技术相比,本实用新型的有益效果如下:
11、1、本实用新型通过第二电动推杆、横板、竖杆和移动板的配合,通过电动方式驱动移动板竖向移动,将注塑件顶出,出件效果好,自动化程度高。
12、2、本实用新型通过电机、第三电动推杆、竖板、第四电动推杆、连接板、第五电动推杆、夹板和长孔的配合,驱动夹板移动,通过两个夹板对顶出的注塑件进行夹持,然后将其转移至收纳框中,自动化转移注塑件,减轻了操作者劳动量,提高了加工效率。
技术特征:
1.一种汽车注塑件成型模具,包括底板(1),其特征在于:所述底板(1)顶部的四角均焊接有支腿(2),所述支腿(2)的顶部固定连接有下模座(3),所述底板(1)顶部的后侧焊接有l型板(4),所述l型板(4)的顶部贯穿安装有第一电动推杆(5),所述第一电动推杆(5)的底部通过螺钉连接有上模座(6),所述上模座(6)的表面安装有顶料机构(7),所述底板(1)顶部的右侧固定安装有取料机构(8)。
2.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述顶料机构(7)包括第二电动推杆(9),所述第二电动推杆(9)的顶部通过支块与下模座(3)固定连接,所述第二电动推杆(9)的底部通过螺钉连接有横板(10),所述横板(10)顶部的两侧均焊接有竖杆(11),所述竖杆(11)的顶部贯穿至下模座(3)的内腔并固定连接有移动板(12)。
3.根据权利要求2所述的一种汽车注塑件成型模具,其特征在于:所述竖杆(11)的表面与下模座(3)的内壁活动连接,所述移动板(12)的表面与下模座(3)的内壁活动连接。
4.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述取料机构(8)包括电机(13),所述电机(13)的底部通过螺钉与底板(1)连接,所述电机(13)转轴的顶部通过螺钉连接有第三电动推杆(14),所述第三电动推杆(14)的顶部固定连接有竖板(15),所述竖板(15)的右侧贯穿安装有第四电动推杆(16),所述第四电动推杆(16)的左端固定连接有连接板(17),所述连接板(17)的右侧固定连接有第五电动推杆(18),所述第五电动推杆(18)的伸缩端固定连接有夹板(19)。
5.根据权利要求4所述的一种汽车注塑件成型模具,其特征在于:所述连接板(17)的右侧开设有长孔(20),所述夹板(19)的左侧贯穿长孔(20)并延伸至连接板(17)的左侧,所述夹板(19)的表面与长孔(20)的内壁活动连接。
6.根据权利要求4所述的一种汽车注塑件成型模具,其特征在于:所述电机(13)的前后两侧均固定连接有加固块,加固块的底部与底板(1)固定连接。
7.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述下模座(3)顶部的两侧均开设有定位槽(21),所述上模座(6)底部的两侧均固定连接有定位块(22),所述定位块(22)与定位槽(21)配合使用。
8.根据权利要求1所述的一种汽车注塑件成型模具,其特征在于:所述上模座(6)顶部的左侧连通有进料管(23),所述进料管(23)的底部贯穿上模座(6)并与上模座(6)的内腔连通。
技术总结
本技术公开了一种汽车注塑件成型模具,包括底板,所述底板顶部的四角均焊接有支腿,所述支腿的顶部固定连接有下模座,所述底板顶部的后侧焊接有L型板,所述L型板的顶部贯穿安装有第一电动推杆,所述第一电动推杆的底部通过螺钉连接有上模座,所述上模座的表面安装有顶料机构。本技术通过电动方式驱动移动板竖向移动,将注塑件顶出,出件效果好,自动化程度高,通过电机、第三电动推杆、竖板、第四电动推杆、连接板、第五电动推杆、夹板和长孔的配合,驱动夹板移动,通过两个夹板对顶出的注塑件进行夹持,然后将其转移至收纳框中,自动化转移注塑件,减轻了操作者劳动量,提高了加工效率。
技术研发人员:谭令
受保护的技术使用者:台州黄岩优特模具有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!