一种软包装吸嘴的密封件上料装置的制作方法
本技术属于软包装吸嘴加工,具体涉及一种软包装吸嘴的密封件上料装置。
背景技术:
1、在日常生活中,通常常会采用软包装来包装气体或液体,例如吸吸果冻。但对于某些特殊的气体或液体,普通的软包装并不能满足需求,例如需要送检的气体或液体,对软包装的密封性要求较高,普通的软包装容易泄漏,不能满足需求,故需要在软包装的吸嘴内加装单方向导通的密封件,以保障软包装的密封性。但现有的密封件上料装置大多精度不高,难以保证密封件的安装准确性,进而无法保证密封件的密封性。
2、在现有技术中,如公开号为cn213890924u的专利文件,公开了一种硅胶密封塞的加工上料装置,仅需要通过电动机带动转盘在滑套上转动,使得安装架上的吸嘴对准料箱的开口,然后气缸收缩将所有吸嘴伸入料箱,负压气源作用使得吸嘴内产生吸力,在每个吸嘴上吸附一个硅胶粒,可以设计吸嘴的开口小于硅胶粒的尺寸,所以每个吸嘴上仅能吸附一个硅胶粒,吸附硅胶粒后气缸带动滑套及安装架等上升,然后由电动机带动其转动使得喷嘴与模腔对应,气缸下降,使得吸嘴上的硅胶粒位于对应的模腔内或模腔上方,然后撤去负压,则硅胶粒掉落进入模腔。在该专利文件中,硅胶粒是通过重力调入膜腔内的,难以保证硅胶粒的上料精度,难以保证密封件的密封性。
3、故亟需一种软包装吸嘴的密封件上料装置以解决上述缺点。
技术实现思路
1、针对现有技术中的问题,本实用新型提出一种软包装吸嘴的密封件上料装置,通过对软包装吸嘴定位的方式,提高密封件的上料精度,进而保证密封件的密封性。
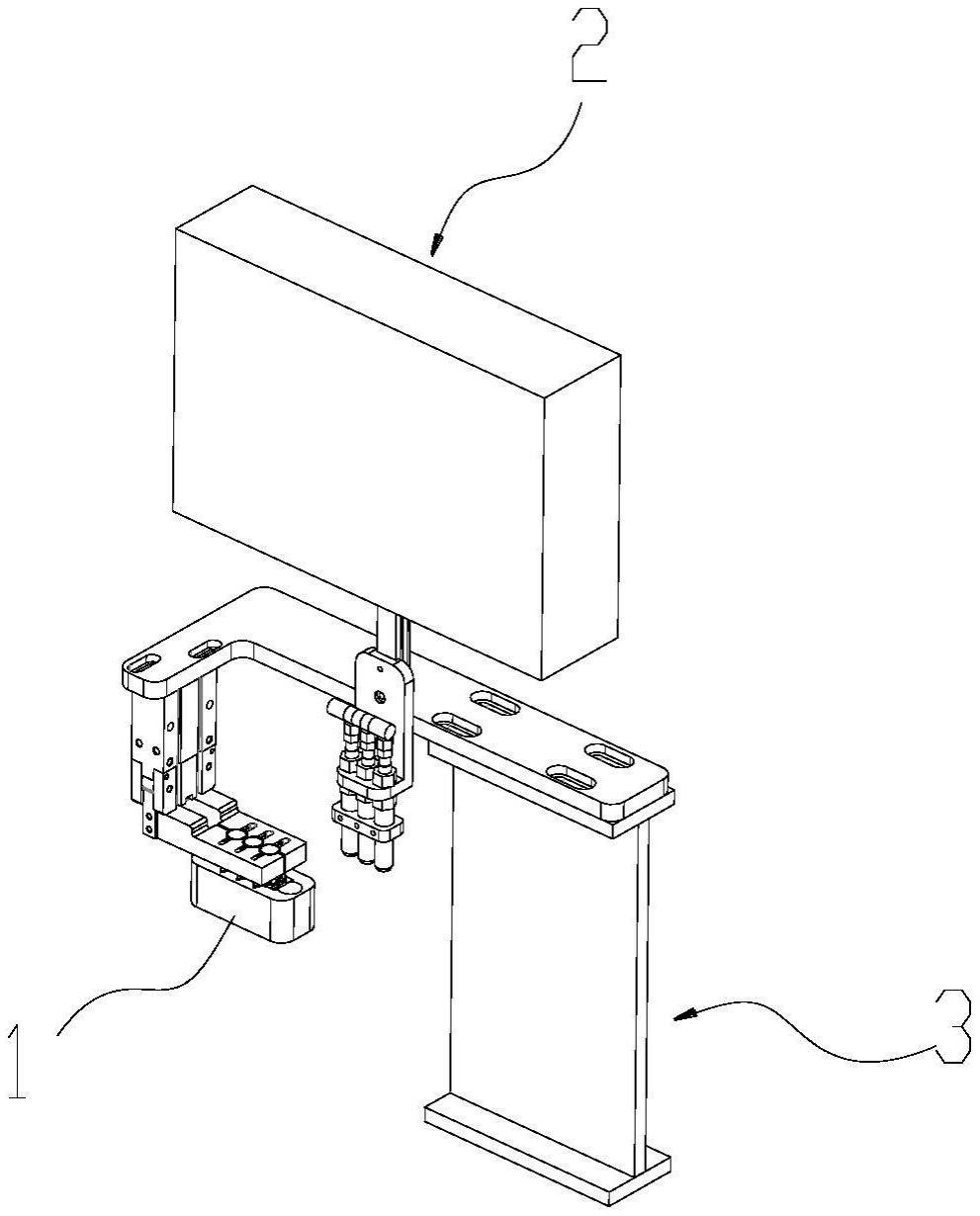
2、本实用新型是这样实现的:一种软包装吸嘴的密封件上料装置,包括转盘或传送带运输的模具底座,所述模具底座上设有多个并列排布的软包装吸嘴,还包括上料机械手,所述上料机械手上设有与所述软包装吸嘴相对应的吸盘组件,所述上料机械手包括一驱动装置,所述驱动装置底部设有一连接杆,所述驱动装置驱动所述连接杆在水平方向与竖直方向上做往复运动;所述连接杆底部与所述吸盘组件固接;
3、还包括一定位组件,所述定位组件包括一驱动单元,所述驱动单元的输出端固接有对称设置的定位夹爪,所述定位夹爪上设有与所述软包装吸嘴对应的第一定位槽。当所述定位夹爪对所述软包装吸嘴进行定位时,所述软包装吸嘴位于所述第一定位槽内,且与所述第一定位槽的内部贴合。
4、优选的,所述定位组件还包括一安装底座,所述安装底座固定于机架上,还包括一连接板,所述连接板的一端固接于所述安装底座的顶部,另一端与所述驱动单元连接。
5、优选的,所述驱动单元的输出端为对称设置的夹指,所述夹指同时张开或夹紧。所述夹指张开时沿水平方向延伸,夹紧时沿竖直方向延伸。当所述夹指打开时,所述模具底座由转盘或传送带进行运输,使软包装吸嘴在运输时刚好避开所述定位组件。
6、具体的,所述定位夹爪与所述夹指固接的一端设有与所述夹指相适应的定位台阶,所述夹指固接于所述定位台阶上。所述定位台阶用于提高所述定位夹爪的安装精度和安装便利性。由于所述定位夹爪对称设置,且用于定位,故对所述定位夹爪的安装精度要求较高。安装所述定位夹爪时,通过将所述夹指与所述定位台阶抵接的方式,可实现所述定位夹爪的快速定位,保证了所述定位夹爪的安装精度和对称度。
7、优选的,所述吸盘组件包括一安装座,所述安装座上固接有与所述软包装吸嘴对应的真空吸盘。所述真空吸盘用于吸取密封件,所述密封件为柔性材料,通过真空吸的方式能够防止密封件发生变形,进一步保证了所述密封件的密封性。
8、具体的,所述安装座包括竖直部和与所述竖直部垂直的水平部,所述竖直部设有与所述连接杆对应的第二定位槽,所述连接杆的底部卡于所述第二定位槽内;所述真空吸盘安装固定于所述水平部上。
9、具体的,所述吸盘组件还包括一连接块,所述连接块同时连接多个所述真空吸盘。所述连接块用于保证多个所述真空吸盘的一致性,防止多个所述真空吸盘之间发生错位,进而导致真空吸嘴无法与所述软包装吸嘴相对应。
10、具体的,所述真空吸盘的外径小于所述软包装吸嘴的内径。所述真空吸盘吸取密封件后,移动到与所述软包装吸嘴对应的位置,随后所述真空吸盘伸入到所述软包装吸嘴内,将所述密封件放入所述软包装吸嘴内,进一步提高了所述密封件的上料精度,保证了密封件的密封性。
11、优选的,所述模具底座上的软包装吸嘴数量为1-3个。
12、优选的,所述驱动装置为ppu机械手,所述驱动单元为气动夹爪。所述ppu机械手和气动夹爪具有价格低廉,安装调试方便的优点,降低了成本和安装调试的难度。
13、本实用新型的有益效果:
14、本实用新型通过真空吸盘的方式吸取密封件,防止密封件变形,提高了密封件的密封性,同时还通过对软包装吸嘴进行定位的方式,提高了密封件的上料精度,进一步提高了密封件的密封性。
技术特征:
1.一种软包装吸嘴的密封件上料装置,包括转盘或传送带运输的模具底座,所述模具底座上设有多个并列排布的软包装吸嘴,还包括上料机械手,所述上料机械手上设有与所述软包装吸嘴相对应的吸盘组件,其特征在于,所述上料机械手包括一驱动装置,所述驱动装置底部设有一连接杆,所述驱动装置驱动所述连接杆在水平方向与竖直方向上做往复运动;所述连接杆底部与所述吸盘组件固接;
2.根据权利要求1所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述定位组件还包括一安装底座,所述安装底座固定于机架上,还包括一连接板,所述连接板的一端固接于所述安装底座的顶部,另一端与所述驱动单元连接。
3.根据权利要求1或2所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述驱动单元的输出端为对称设置的夹指,所述夹指同时张开或夹紧。
4.根据权利要求3所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述定位夹爪与所述夹指固接的一端设有与所述夹指相适应的定位台阶,所述夹指固接于所述定位台阶上。
5.根据权利要求1所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述吸盘组件包括一安装座,所述安装座上固接有与所述软包装吸嘴对应的真空吸盘。
6.根据权利要求5所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述安装座包括竖直部和与所述竖直部垂直的水平部,所述竖直部设有与所述连接杆对应的第二定位槽,所述连接杆的底部卡于所述第二定位槽内;所述真空吸盘安装固定于所述水平部上。
7.根据权利要求5所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述吸盘组件还包括一连接块,所述连接块同时连接多个所述真空吸盘。
8.根据权利要求5所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述真空吸盘的外径小于所述软包装吸嘴的内径。
9.根据权利要求1所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述模具底座上的软包装吸嘴数量为1-3个。
10.根据权利要求1所述的一种软包装吸嘴的密封件上料装置,其特征在于,所述驱动装置为ppu机械手,所述驱动单元为气动夹爪。
技术总结
本技术公开了一种软包装吸嘴的密封件上料装置,包括模具底座,模具底座上设有多个软包装吸嘴,还包括上料机械手,上料机械手上设有与软包装吸嘴相对应的吸盘组件,上料机械手包括驱动装置,驱动装置底部设有连接杆;连接杆底部与吸盘组件固接;还包括定位组件,定位组件包括驱动单元,驱动单元的输出端固接有对称设置的定位夹爪,定位夹爪上设有与软包装吸嘴对应的第一定位槽。本技术通过真空吸盘的方式吸取密封件,防止密封件变形,提高了密封件的密封性,同时还通过对软包装吸嘴进行定位的方式,提高了密封件的上料精度,进一步提高了密封件的密封性。
技术研发人员:陈苏年
受保护的技术使用者:广州市蔼洋塑料工业有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!