一种优化注塑产品熔接线的模具结构的制作方法
本技术涉及注塑模具的,特别涉及一种优化注塑产品熔接线的模具结构。
背景技术:
1、注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、现有注塑模具在使用工作过程中存在一些不足,而目前在注塑的过程中往往会出现很多的熔接线,即在注塑模具的进料过程中需要从上模和下模分别进料,这样就会造成上下模内产生接缝线。
技术实现思路
1、本实用新型的主要目的在于提供一种优化注塑产品熔接线的模具结构,旨在有效优化产品的熔接线。
2、为了达到上述目的,本实用新型的技术方案有:
3、本实用新型提供一种优化注塑产品熔接线的模具结构,包括:
4、模具本体,于所述模具本体中形成有用于成型注塑产品的成型腔;
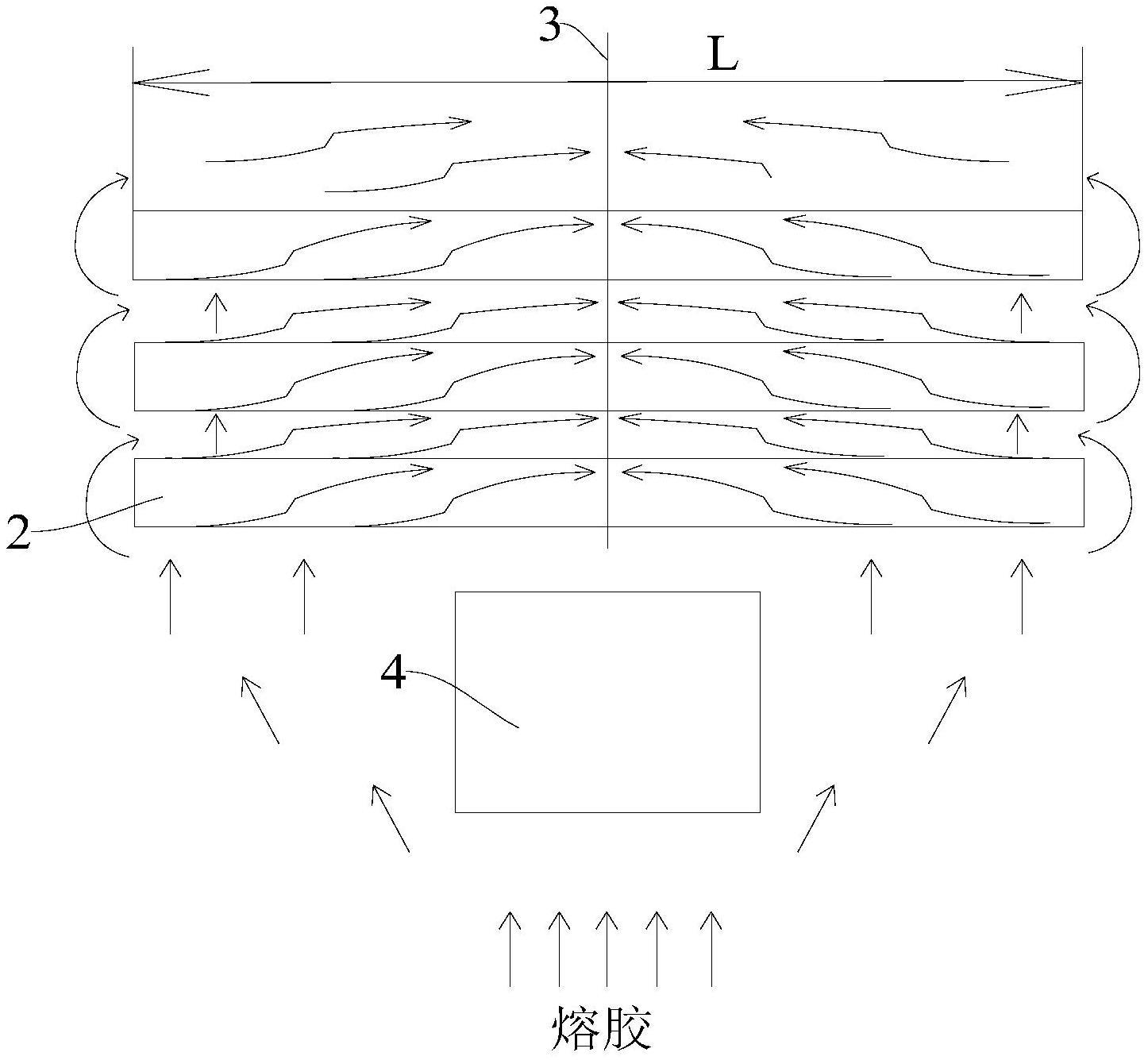
5、多个凹条,其设置在所述成型腔的腔面上且正对产品的熔接线位置;
6、多个所述凹条沿所述熔接线的长度方向间隔分布设置,且在正投影视角下,多个所述凹条与所述熔接线相交设置;
7、在注胶过程中,熔胶从凹条的左右两侧往中间方向流动。
8、与现有技术相比,本实用新型通过在模具成型腔的腔面处设置多个凹条,使得多个凹条在正投影视角下与所述熔接线相交设置。在注胶过程中,熔胶在多个凹条内进行横向流动,熔胶从凹条的左右两侧往中间方向流动,两股熔胶对冲,破坏融合的角度;同时,熔胶在多个凹条处的流动出现纵向的跳动,凹条能够减缓熔胶向前流动,延长了两股熔胶的融合时间,使得两股熔胶充分融合,有效地消减产品的熔接线。
9、在一种优选实施例中,所述凹条具有中间;所述熔接线位于多个所述凹条的中间范围内。
10、在一种优选实施例中,当熔接线位于产品的水平面时,所述凹条沿长度设置的相对两侧面为垂直面。
11、在一种优选实施例中,当熔接线位于产品的斜面时,所述凹条沿长度设置的侧面为导向斜面和与所述导向斜面连接的阻流面。
12、在一种优选实施例中,所述凹条的外边缘设有圆角。
13、在一种优选实施例中,所述凹条的脱模方向与产品脱模方向相同。
14、在一种优选实施例中,d=d2*3/2;l=l1*10,h=d*(1/3);其中,d为产品壁厚,d为凹条宽度,l为凹条长度,l1为未改善时产品熔接线的宽度,h为凹条深度。
15、为了更好地理解和实施,下图结合附图详细说明本实用新型。
技术特征:
1.一种优化注塑产品熔接线的模具结构,其特征在于,包括:
2.根据权利要求1所述的优化注塑产品熔接线的模具结构,其特征在于:
3.根据权利要求2所述的优化注塑产品熔接线的模具结构,其特征在于:
4.根据权利要求3所述的优化注塑产品熔接线的模具结构,其特征在于:
5.根据权利要求4所述的优化注塑产品熔接线的模具结构,其特征在于:
6.根据权利要求1所述的优化注塑产品熔接线的模具结构,其特征在于:
7.根据权利要求1所述的优化注塑产品熔接线的模具结构,其特征在于:
8.根据权利要求1所述的优化注塑产品熔接线的模具结构,其特征在于,
技术总结
本技术提供一种优化注塑产品熔接线的模具结构,包括:模具本体,于所述模具本体中形成有用于成型注塑产品的成型腔;多个凹条,其设置在所述成型腔的腔面上且正对产品的熔接线位置;多个所述凹条沿所述熔接线的长度方向间隔分布设置,且在正投影视角下,多个所述凹条与所述熔接线相交设置;在注胶过程中,熔胶从凹条的左右两侧往中间方向流动。本技术在注胶过程中,熔胶在多个凹条内进行横向流动,熔胶从凹条的左右两侧往中间方向流动,两股熔胶对冲,破坏融合的角度;同时,熔胶在多个凹条处的流动出现纵向的跳动,凹条能够减缓熔胶向前流动,延长了两股熔胶的融合时间,使得两股熔胶充分融合,有效地消减产品的熔接线。
技术研发人员:邓江华
受保护的技术使用者:佛山市顺德区东亚汽车部件有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!