一种汽车配件注塑脱模机构的制作方法
本技术涉及塑料的成型,尤其涉及一种汽车配件注塑脱模机构。
背景技术:
1、汽车是日常生活中比较常见的交通工具,汽车在生产的过程中,许多汽车配件都是采用注塑模具注塑形成。
2、现有技术(cn211843004u)公开了一种汽车配件注塑模具,上模具和下模具通过电动伸缩杆实现开模合模,上模具和下模具一起构成模具腔,在上模具上以后注塑孔,在下模具内设置有制冷器,对应设置有多个冷气孔,方便注塑件冷却成型,同时设置了扭簧、连接块、手把、转动轴、转动座、转动框和卡勾的配合,使得上模具和下模具合模之后更加紧密封闭。
3、但是采用上述方式,注塑件在模具腔内冷却成型之后,注塑件可能会粘连在上模具或者下模具内侧,不方便脱模。
技术实现思路
1、本实用新型的目的在于提供一种汽车配件注塑脱模机构,旨在解决现有的汽车配件注塑模具不方便脱模的问题。
2、为实现上述目的,本实用新型提供了一种汽车配件注塑脱模机构,包括下模具、上模具和脱模组件,所述上模具位于所述下模具上方;
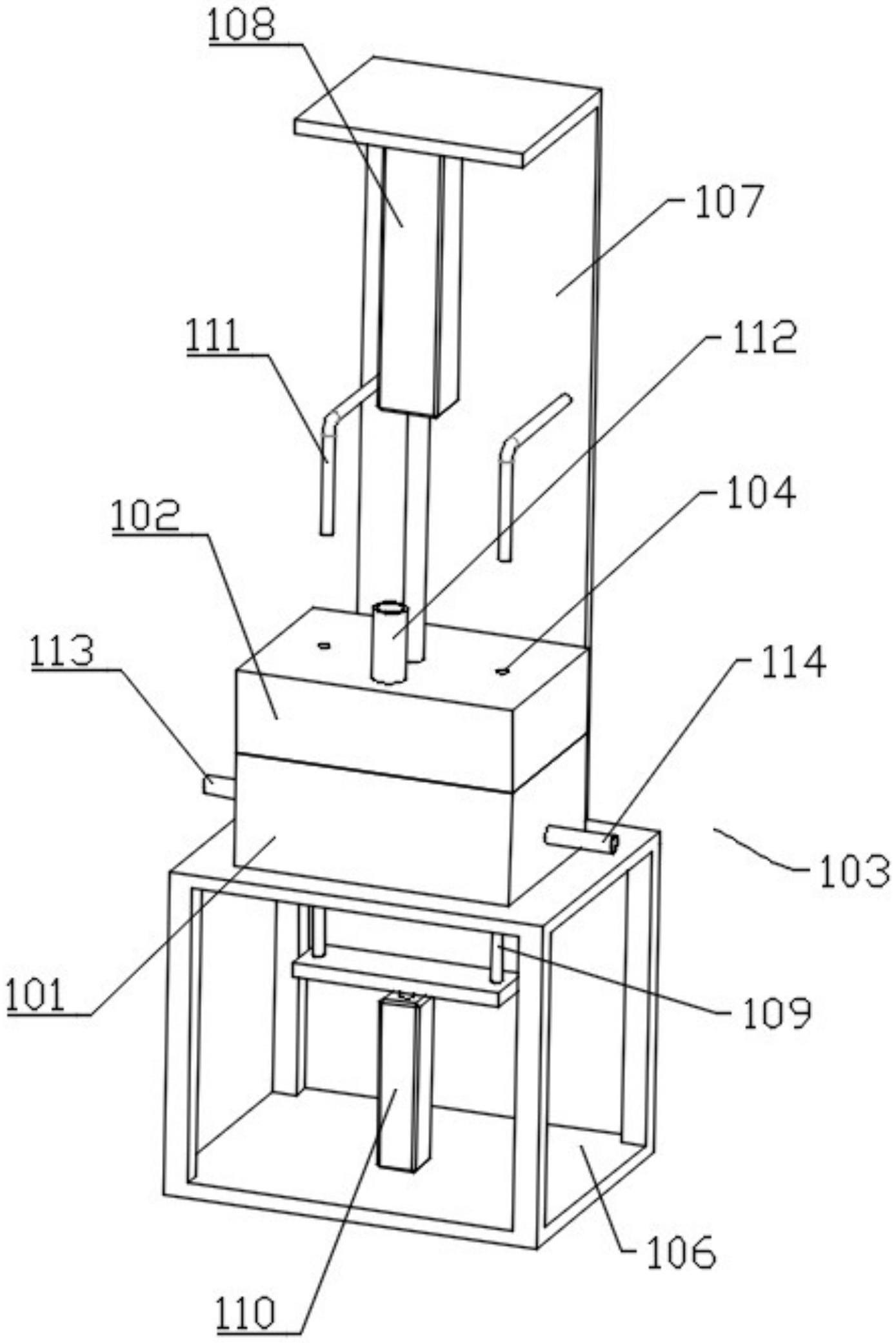
3、所述脱模组件包括底座、支架、升降气缸、两个第一顶杆、顶升机构和两个第二顶杆;所述上模具具有两个顶出孔;所述底座与所述下模具固定连接,并位于所述下模具底部;所述支架与所述底座固定连接,并位于所述底座顶部;所述升降气缸与所述支架固定连接,并位于所述支架一侧;所述升降气缸的输出端与所述上模具固定连接;两个所述第一顶杆分别与所述下模具滑动连接,并分别与所述底座滑动连接,且分别穿过所述下模具与所述底座;所述顶升机构设置在两个所述第一顶杆底部;两个所述第二顶杆分别与所述支架固定连接,并分别位于所述支架侧边。
4、其中,所述脱模组件还包括注塑管,所述注塑管与所述上模具固定连接,并穿过所述上模具。
5、其中,所述下模具具有冷却流道;所述脱模组件还包括进水管和出水管,所述进水管与所述冷却流道连通,并位于所述下模具一侧;所述出水管与所述冷却流道连通,并位于所述下模具远离所述进水管一侧。
6、其中,所述顶升机构包括顶升气缸和顶板,所述顶升气缸与所述底座固定连接,并位于两个所述第一顶杆下方;所述顶板与所述顶升气缸的输出端固定连接,并分别与两个所述第一顶杆固定连接,且位于两个所述第一顶杆下方。
7、其中,所述脱模组件还包括两个导杆,两个所述导杆分别与所述上模具固定连接,并分别与所述支架滑动连接,且分别穿过所述支架。
8、本实用新型的一种汽车配件注塑脱模机构,所述底座顶部安装所述下模具,所述支架支撑住所述升降气缸,所述升降气缸用于带动所述上模具上下移动,实现合模和开模动作,所述顶升机构用于带动两个所述第一顶杆升降,两个所述顶出孔分别与两个所述第二顶杆的尺寸适配,在使用时,所述升降气缸带动所述上模具下移,与所述下模具重合,所述下模具与所述上模具形成一个模型腔,向模型腔内注入加热的塑料,然后等待冷却成型为注塑件,然后启动所述升降气缸,带动所述上模具上移,如果注塑件粘连在所述上模具内侧,在所述上模具上移的过程中,两个所述第二顶杆会穿过两个所述顶出孔,将注塑件顶出,如果注塑件粘连在所述下模具内侧,启动所述顶升机构,带动两个所述第一顶杆上顶,将注塑件顶出,从而解决了现有的汽车配件注塑模具不方便脱模的问题。
技术特征:
1.一种汽车配件注塑脱模机构,包括下模具和上模具,所述上模具位于所述下模具上方;其特征在于,
2.如权利要求1所述的一种汽车配件注塑脱模机构,其特征在于,
3.如权利要求2所述的一种汽车配件注塑脱模机构,其特征在于,
4.如权利要求3所述的一种汽车配件注塑脱模机构,其特征在于,
5.如权利要求4所述的一种汽车配件注塑脱模机构,其特征在于,
技术总结
本技术涉及塑料的成型技术领域,具体涉及一种汽车配件注塑脱模机构,包括下模具、上模具和脱模组件;脱模组件包括底座、支架、升降气缸、两个第一顶杆、顶升机构和两个第二顶杆;上模具具有两个顶出孔;使用时,升降气缸带动上模具下移与下模具重合,下模具与上模具形成一个模型腔,向模型腔内注入加热的塑料,等待冷却成型,然后启动升降气缸,带动上模具上移,如果注塑件粘连在上模具内侧,上模具上移的过程中,两个第二顶杆会穿过两个顶出孔,将注塑件顶出,如果注塑件粘连在下模具内侧,启动顶升机构,带动两个第一顶杆上顶,将注塑件顶出,从而解决了现有的汽车配件注塑模具不方便脱模的问题。
技术研发人员:宋建辉,高翔,张启贤,段小川
受保护的技术使用者:重庆中利凯瑞汽车部件有限公司
技术研发日:20230612
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!