旋盖外观无痕成型模具的制作方法
本技术属于模具,尤其涉及一种旋盖外观无痕成型模具。
背景技术:
1、旋盖为生活中常见的瓶体的密封盖,旋盖的内壁具有内螺纹结构,以便于与瓶体进行旋钮固定,旋盖的外壁具有竖条纹路,以便于手动接触防滑扭动旋盖。常规的模具注塑通常将分型面设置在旋盖的顶端,使其顶面和侧壁的连接处形成合模线,存在外观的瑕疵。因此,需要重新设计旋盖的合模结构,避免合模线对产品外观的影响。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供旋盖外观无痕成型模具,从而实现采用上模块内部成型腔侧壁的进胶方式,旋盖外观成型较好,无合模线痕迹。为了达到上述目的,本实用新型技术方案如下:
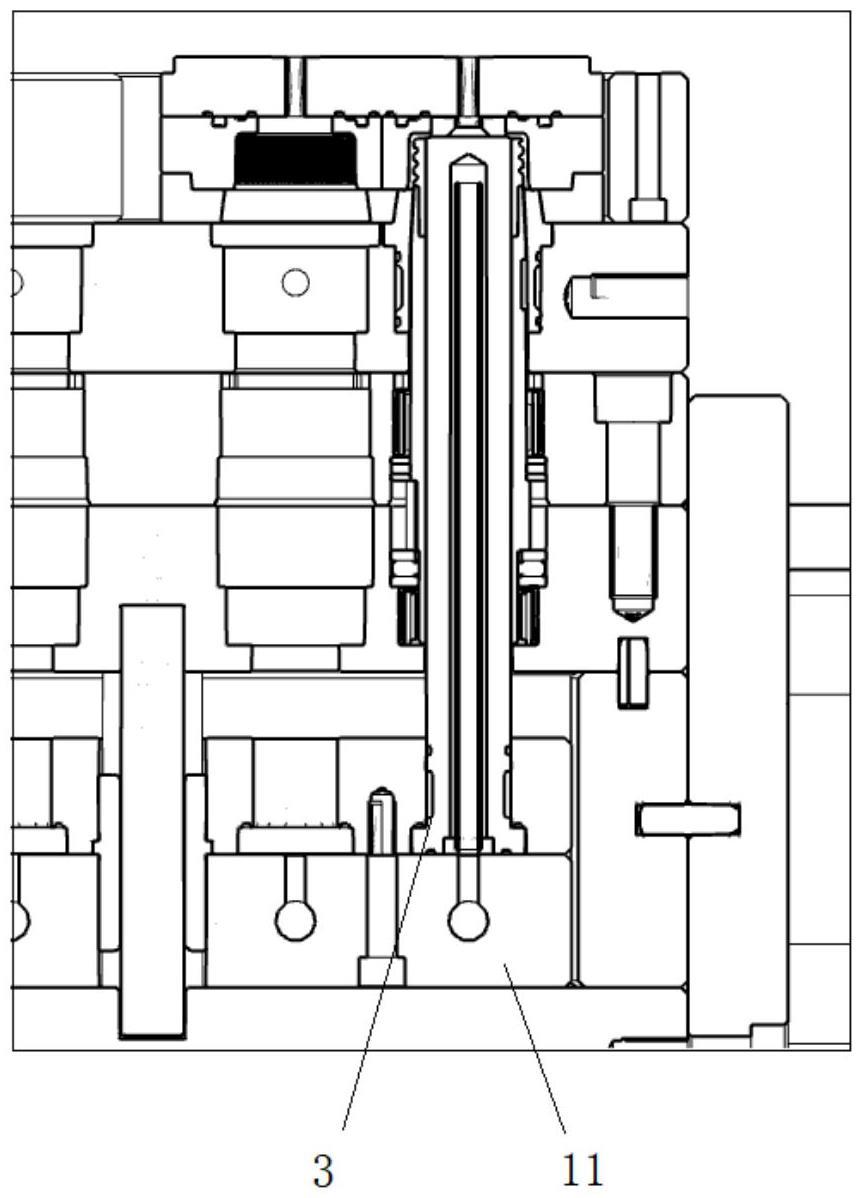
2、旋盖外观无痕成型模具,包括下模板、与下模板合模对应的若干上模块,所述上模块内设置有绕心布置的若干成型腔,所述下模板内设置有延伸至成型腔内部的螺纹镶件,所述成型腔与螺纹镶件之间形成注塑型腔,所述上模块的中心设置有向外扩散贯通各成型腔侧壁的至少一流道孔。
3、具体的,所述下模板的下方设置有用于安装并驱动螺纹镶件升降的活动板。
4、具体的,所述螺纹镶件的顶端套装设置有螺纹头,所述螺纹头的外壁具备螺纹结构。
5、具体的,所述螺纹镶件的顶端设置有环槽,所述螺纹头的底端设置有插接匹配环槽的定位环。
6、具体的,所述下模板的内部设置有用于限位螺纹镶件的镶件套,所述镶件套的上部凸出下模板设置,所述镶件套的内壁设置有套装定位螺纹镶件外壁的锥形内壁。
7、具体的,所述上模块包括下垫块、设置于下垫块顶部的中垫块、以及设置于中垫块顶部的上垫块;所述下垫块的底面与下模板的表面合模贴合,所述下垫块的内部设置有避让镶件套的孔位。
8、具体的,所述上垫块的底部可拆卸设置有穿入成型腔且抵靠螺纹镶件顶端的上镶件,所述中垫块内设置有对应上镶件的孔位。
9、具体的,所述成型腔的侧壁设置有沿其轴向间隔布置的若干筋位槽。
10、具体的,一所述流道孔位于一筋位槽位置或多个流道孔位于多个筋位槽位置。
11、具体的,所述注塑型腔成型产品,产品为倒扣的盖体结构,所述产品的顶端设置有小于其外壁直径的内孔,所述产品的侧壁外部设置有沿其轴向布置的若干等距间隔布置的竖条纹路,所述产品的侧壁内部设置有内螺纹结构。
12、与现有技术相比,本实用新型旋盖外观无痕成型模具的有益效果主要体现在:
13、改变传统的在产品侧壁上设置分型面的注塑结构,将注塑型腔完全设置在上模块内部,产品注塑成型不会受到合模结构的影响,同时,流道孔处于注塑型腔的侧壁,注胶过程中,流道孔直接在产品的侧壁位置成型,有效提高产品的外观质量,确保产品的外观无痕迹瑕疵;流道孔设置在上模块的内部,其浇口直接隐藏在上模块中,当产品脱模后,无需二次进行切断废料,提高产品的生产效率;上模块内可以设置多个注塑型腔,胶料由中心向外扩散至各个注塑型腔的流道孔均匀注塑,提高产品的注塑效率。
技术特征:
1.旋盖外观无痕成型模具,包括下模板、与下模板合模对应的若干上模块,其特征在于:所述上模块内设置有绕心布置的若干成型腔,所述下模板内设置有延伸至成型腔内部的螺纹镶件,所述成型腔与螺纹镶件之间形成注塑型腔,所述上模块的中心设置有向外扩散贯通各成型腔侧壁的至少一流道孔。
2.根据权利要求1所述的旋盖外观无痕成型模具,其特征在于:所述下模板的下方设置有用于安装并驱动螺纹镶件升降的活动板。
3.根据权利要求1所述的旋盖外观无痕成型模具,其特征在于:所述螺纹镶件的顶端套装设置有螺纹头,所述螺纹头的外壁具备螺纹结构。
4.根据权利要求3所述的旋盖外观无痕成型模具,其特征在于:所述螺纹镶件的顶端设置有环槽,所述螺纹头的底端设置有插接匹配环槽的定位环。
5.根据权利要求1所述的旋盖外观无痕成型模具,其特征在于:所述下模板的内部设置有用于限位螺纹镶件的镶件套,所述镶件套的上部凸出下模板设置,所述镶件套的内壁设置有套装定位螺纹镶件外壁的锥形内壁。
6.根据权利要求5所述的旋盖外观无痕成型模具,其特征在于:所述上模块包括下垫块、设置于下垫块顶部的中垫块、以及设置于中垫块顶部的上垫块;所述下垫块的底面与下模板的表面合模贴合,所述下垫块的内部设置有避让镶件套的孔位。
7.根据权利要求6所述的旋盖外观无痕成型模具,其特征在于:所述上垫块的底部可拆卸设置有穿入成型腔且抵靠螺纹镶件顶端的上镶件,所述中垫块内设置有对应上镶件的孔位。
8.根据权利要求1所述的旋盖外观无痕成型模具,其特征在于:所述成型腔的侧壁设置有沿其轴向间隔布置的若干筋位槽。
9.根据权利要求8所述的旋盖外观无痕成型模具,其特征在于:一所述流道孔位于一筋位槽位置或多个流道孔位于多个筋位槽位置。
10.根据权利要求1所述的旋盖外观无痕成型模具,其特征在于:所述注塑型腔成型产品,产品为倒扣的盖体结构,所述产品的顶端设置有小于其外壁直径的内孔,所述产品的侧壁外部设置有沿其轴向布置的若干等距间隔布置的竖条纹路,所述产品的侧壁内部设置有内螺纹结构。
技术总结
本技术揭示了旋盖外观无痕成型模具,包括下模板、与下模板合模对应的若干上模块,所述上模块内设置有绕心布置的若干成型腔,所述下模板内设置有延伸至成型腔内部的螺纹镶件,所述成型腔与螺纹镶件之间形成注塑型腔,所述上模块的中心设置有向外扩散贯通各成型腔侧壁的至少一流道孔。本技术实现了采用上模块内部成型腔侧壁的进胶方式,旋盖外观成型较好,无合模线痕迹。
技术研发人员:刘常安
受保护的技术使用者:昆山准达热流道有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!