一种不易错牙的双层热熔螺母一体化成型机的制作方法
本技术涉及热熔螺母,特别涉及一种不易错牙的双层热熔螺母一体化成型机。
背景技术:
1、在手机、电脑等电子产品中会用到热熔螺母。热熔螺母机熔接原理利用电热熔化原理,螺母热熔机准确控制温度变化,配合机械装置来达到产品熔接,特别适合不易熔接、形状不规和较大型的产品。
2、在申请号:cn202021715041.6中,公开了一种热熔螺母成型用热熔螺母机,通过多个定位块配合使专用夹具方便快速定位摆放在传送带顶端,通过传送带使专用夹具进行稳定,通过驱动装置使传送带提高输送动力,减少人工劳动力,增加提高螺母植入精度,增加工作稳定性,提高工件质量,降低使用局限性。但是上述设计还存在不足之处,该热熔螺母机需要配合专用夹具一起使用,工件摆放在专用夹具上,但是该专用夹具稳定性不好,工件容易移位,进而会造成工件出现错牙的情况。
3、为此,我们提出一种不易错牙的双层热熔螺母一体化成型机。
技术实现思路
1、本实用新型的主要目的在于提供一种不易错牙的双层热熔螺母一体化成型机,在定位件内安装上与工件相适配的定位板,定位板能够对位于专用夹具内工件的位置进行限定,进而能够提高专用夹具的稳定性,避免工件在加工时候出现移位现象,进而避免出现工件错牙的问题,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
3、一种不易错牙的双层热熔螺母一体化成型机,包括装置本体、基座、传送带和专用夹具,所述基座顶端安装有装置本体、传送带,所述传送带上限定有专用夹具,所述专用夹具从装置本体下方经过,所述专用夹具顶端扣合有定位件,所述基座顶端还安装有用于拿取定位件的拿取组件,所述拿取组件包括立板、顶板、电动气缸、取件板和第一磁铁;
4、所述立板为竖直设置的矩形板状结构,所述立板底端与基座顶端垂直焊接,所述立板位于传送带一侧,所述立板靠近传送带一侧上部固定焊接有水平设置的顶板,所述顶板上端面固定安装有电动气缸。
5、进一步地,所述顶板下方设有取件板,所述电动气缸通过活塞杆与取件板连接,所述取件板位于定位件的正上方。
6、所述定位件为水平设置的矩形框架结构,所述定位件内设有空腔。
7、进一步地,所述空腔内设有定位框,所述定位框外侧与空腔内壁下部固定连接。
8、进一步地,所述取件板下端面两端均固定连接有第一磁铁,所述定位件上端面两端均设有用于安装第二磁铁的凹槽,所述第一磁铁吸附在第二磁铁上。
9、进一步地,所述定位件上端面两侧居中处均固定镶嵌有第三磁铁,所述第三磁铁顶端吸附在取件板下端面。
10、与现有技术相比,本实用新型具有如下有益效果:在放置有工件的专用夹具顶端扣合上定位件,在定位件内安装上与工件相适配的定位板,定位板能够对位于专用夹具内工件的位置进行限定,进而能够提高专用夹具的稳定性,避免工件在加工时候出现移位现象,进而避免出现工件错牙的问题,电动气缸通过活塞杆将取件板往下推动,取件板下端面两端处的第一磁铁插在位于定位件上端面两端处的凹槽内,第一磁铁吸附在第二磁铁上,同时定位件上端面的第三磁铁吸附在取件板下端面,电动气缸通过活塞杆带动取件板做向上运动,从而将取件板从专用夹具上取下。
技术特征:
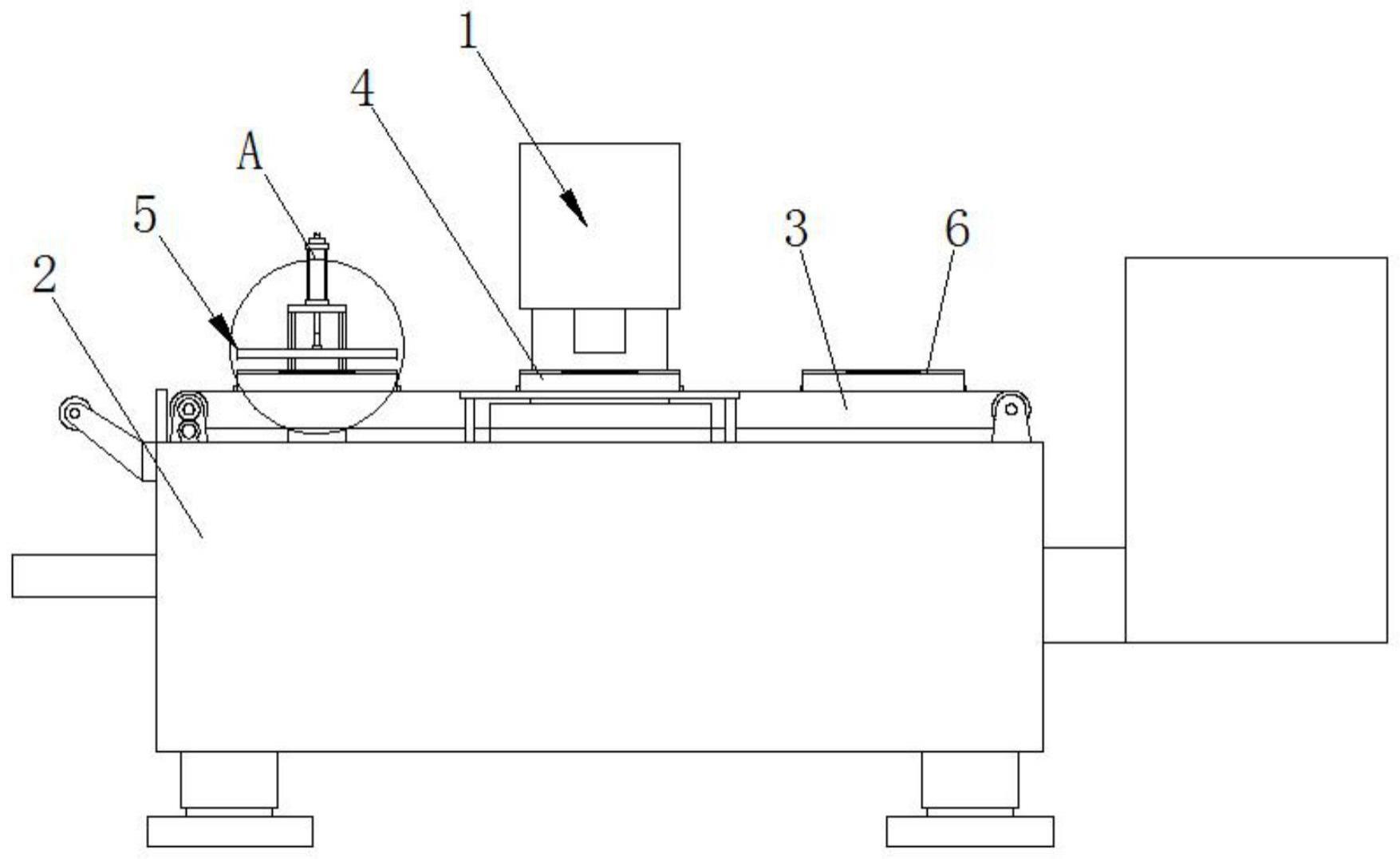
1.一种不易错牙的双层热熔螺母一体化成型机,包括装置本体(1)、基座(2)、传送带(3)和专用夹具(4),其特征在于,所述基座(2)顶端安装有装置本体(1)、传送带(3),所述传送带(3)上限定有专用夹具(4),所述专用夹具(4)从装置本体(1)下方经过,所述专用夹具(4)顶端扣合有定位件(6),所述基座(2)顶端还安装有用于拿取定位件(6)的拿取组件(5),所述拿取组件(5)包括立板(9)、顶板(10)、电动气缸(11)、取件板(7)和第一磁铁(8);
2.根据权利要求1所述的一种不易错牙的双层热熔螺母一体化成型机,其特征在于:所述顶板(10)下方设有取件板(7),所述电动气缸(11)通过活塞杆与取件板(7)连接,所述取件板(7)位于定位件(6)的正上方。
3.根据权利要求1所述的一种不易错牙的双层热熔螺母一体化成型机,其特征在于:所述定位件(6)为水平设置的矩形框架结构,所述定位件(6)内设有空腔(14)。
4.根据权利要求3所述的一种不易错牙的双层热熔螺母一体化成型机,其特征在于:所述空腔(14)内设有定位框(15),所述定位框(15)外侧与空腔(14)内壁下部固定连接。
5.根据权利要求1所述的一种不易错牙的双层热熔螺母一体化成型机,其特征在于:所述取件板(7)下端面两端均固定连接有第一磁铁(8),所述定位件(6)上端面两端均设有用于安装第二磁铁(13)的凹槽(12),所述第一磁铁(8)吸附在第二磁铁(13)上。
6.根据权利要求1所述的一种不易错牙的双层热熔螺母一体化成型机,其特征在于:所述定位件(6)上端面两侧居中处均固定镶嵌有第三磁铁(16),所述第三磁铁(16)顶端吸附在取件板(7)下端面。
技术总结
本技术公开了一种不易错牙的双层热熔螺母一体化成型机,包括装置本体、基座、传送带和专用夹具,所述基座顶端安装有装置本体、传送带,所述传送带上限定有专用夹具,所述专用夹具从装置本体下方经过,所述专用夹具顶端扣合有定位件,所述基座顶端还安装有用于拿取定位件的拿取组件,所述拿取组件包括立板、顶板、电动气缸、取件板和第一磁铁;所述立板为竖直设置的矩形板状结构,所述立板底端与基座顶端垂直焊接,所述立板位于传送带一侧。在定位件内安装上与工件相适配的定位板,定位板能够对位于专用夹具内工件的位置进行限定,进而能够提高专用夹具的稳定性,避免工件在加工时候出现移位现象,进而避免出现工件错牙的问题。
技术研发人员:李妙懿
受保护的技术使用者:天津卓帛科技发展有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!