一种光学模具的排气系统的制作方法
本技术属于模具,涉及一种排气系统,特别是一种光学模具的排气系统。
背景技术:
1、模具设计加工制造对一个塑胶产品的品质起到十分关键的作用,“七分模具,三分工艺”。模具设计决定产品品质,而排气系统在模具的五大系统中起到决定性的作用。在光学模具设计中,排气系统的设计对产品性能,工艺窗口都十分重要。传统的模具排气设计为一级主排气(直接pl线间隔引出),二级排气(产品外轮廓周边),部分存在三级排气。
2、但是,针对传统的模具排气存在如下不足之处:
3、其一,对于光学大曲率产品而言,排气系统按照产品形状设计溢边值容易出现飞边现象;
4、其二,传统的排气系统需要间隔布局,造成模具内部的气体无法全部排出,从而增加注塑填充时的压力、速度,进而导致成型后产品的内应力较大。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种能够全部排出模具内部区域内气体的排气系统。
2、本实用新型的目的可通过下列技术方案来实现:一种光学模具的排气系统,包括:
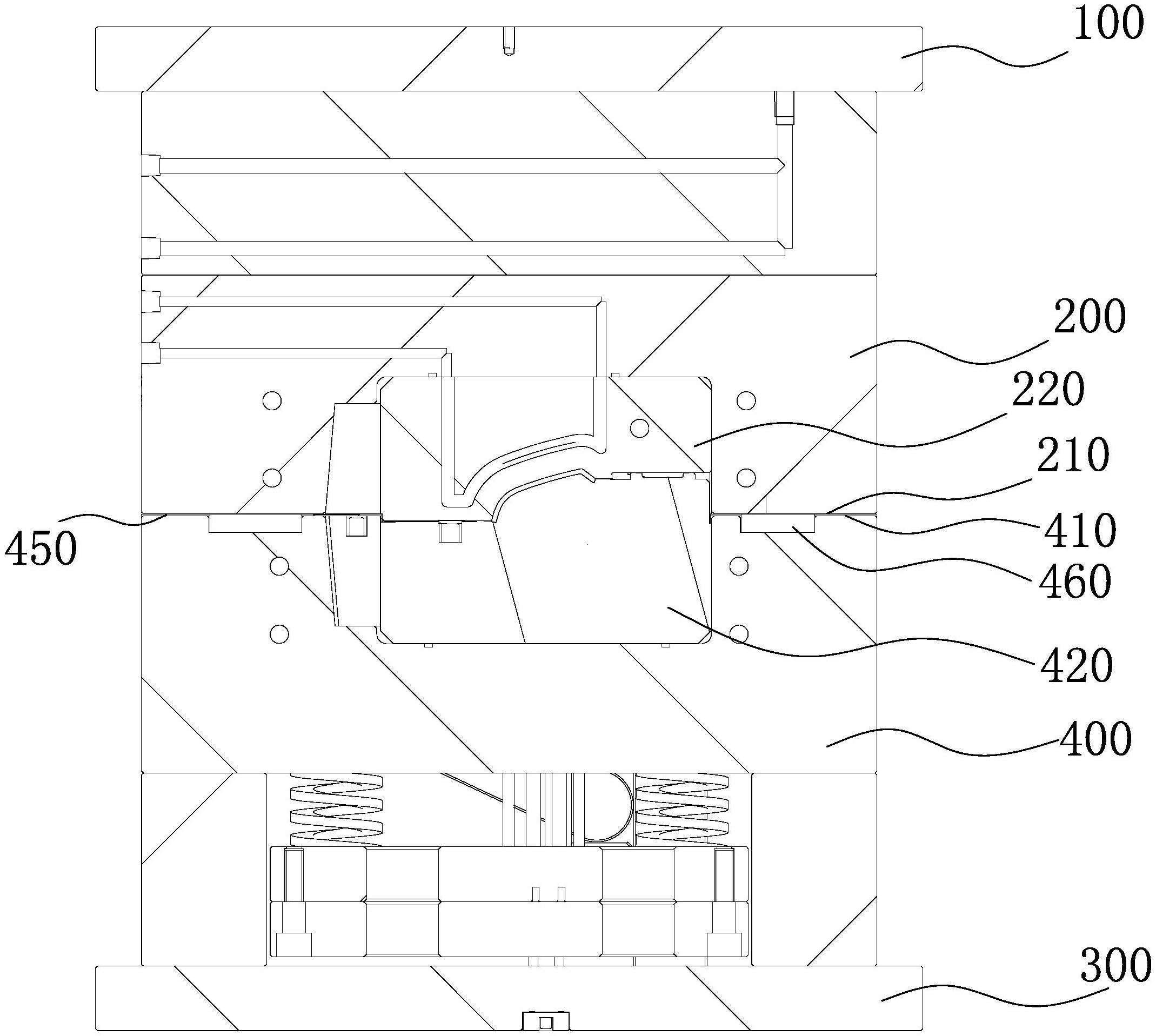
3、定模板,且在定模板上连接有定模模仁,并在定模模仁上设置有定模分型面,其中,在定模分型面上设置有定模型腔;
4、动模板,且在动模板上连接有动模模仁,并在动模模仁上设置有动模分型面,其中,在动模分型面上设置有动模型腔和支撑部,且在支撑部上设置有与动模分型面之间形成高度差的支撑平面,当动模模仁与定模模仁合模时,动模分型面向定模分型面向靠近,且定模分型面抵靠于支撑平面上,使得定模分型面与动模分型面之间形成间隙,动模型腔与定模型腔拼接形成产品成型型腔。
5、在上述的一种光学模具的排气系统中,在动模分型面上沿动模型腔的轮廓间隔设置有第一排气槽,且相邻两个第一排气槽之间通过第二排气槽相连通,其中,当动模模仁与定模模仁在合模后,定模分型面抵靠于支撑平面上,使得定模分型面与动模分型面之间形成间隙,而通过该间隙间接加深第一排气槽、第二排气槽沿产品出模方向上的深度。
6、在上述的一种光学模具的排气系统中,第一排气槽的深度为0.03mm,宽度为0.06mm,第二排气槽的深度为0.06mm,其中,当动模模仁与定模模仁在合模后,定模分型面与动模分型面之间所形成的间隙为0.03mm。
7、在上述的一种光学模具的排气系统中,支撑部包括多个支撑块,且多个支撑块沿动模模腔的轮廓布局,其中,每个支撑块上设置有承载平面,且多个承载平面拼接形成所述支撑平面。
8、在上述的一种光学模具的排气系统中,支撑块的数量为五个,且五个支撑块在动模分型面上的投影面积为100cm2,其中,动模模仁与定模模仁在合模时所需的锁模力为180t。
9、在上述的一种光学模具的排气系统中,支撑块可沿产品的脱模方向上下移动,且支撑块通过紧固件连接于动模模仁上,其中,通过转动紧固件,改变支撑块上承载平面与动模分型面之间的高度差。
10、在上述的一种光学模具的排气系统中,支撑块内嵌于动模模仁上。
11、与现有技术相比,本实用新型的有益效果:
12、(1)、本实用新型提供的一种光学模具的排气系统,通过在动模分型面上设置具有支撑平面的支撑部,使得动模模仁和定模模仁在合模时,由于支撑平面的存在,导致动模分型面与定模分型面之间形成间隙,而由于该间隙的存在,能够将动模型腔与定模型腔拼接形成的产品成型型腔内的气体全部排出,保证成型后的产品内部不会产生困气而造成飞边现象,进而提高产品的成型质量。
13、(2)、设置多个支撑块,由多个支撑块上的承载平面拼接形成支撑平面,使得动模模仁与定模模仁在合模后,动模分型面与定模分型面之间各个部位上的间隙均等化,从而进一步提高排气的可靠性。
技术特征:
1.一种光学模具的排气系统,其特征在于,包括:
2.根据权利要求1所述的一种光学模具的排气系统,其特征在于,在动模分型面上沿动模型腔的轮廓间隔设置有第一排气槽,且相邻两个第一排气槽之间通过第二排气槽相连通,其中,当动模模仁与定模模仁在合模后,定模分型面抵靠于支撑平面上,使得定模分型面与动模分型面之间形成间隙,而通过该间隙间接加深第一排气槽、第二排气槽沿产品出模方向上的深度。
3.根据权利要求2所述的一种光学模具的排气系统,其特征在于,第一排气槽的深度为0.03mm,宽度为0.06mm,第二排气槽的深度为0.06mm,其中,当动模模仁与定模模仁在合模后,定模分型面与动模分型面之间所形成的间隙为0.03mm。
4.根据权利要求1所述的一种光学模具的排气系统,其特征在于,支撑部包括多个支撑块,且多个支撑块沿动模模腔的轮廓布局,其中,每个支撑块上设置有承载平面,且多个承载平面拼接形成所述支撑平面。
5.根据权利要求4所述的一种光学模具的排气系统,其特征在于,支撑块的数量为五个,且五个支撑块在动模分型面上的投影面积为100cm2,其中,动模模仁与定模模仁在合模时所需的锁模力为180t。
6.根据权利要求4所述的一种光学模具的排气系统,其特征在于,支撑块可沿产品的脱模方向上下移动,且支撑块通过紧固件连接于动模模仁上,其中,通过转动紧固件,改变支撑块上承载平面与动模分型面之间的高度差。
7.根据权利要求4所述的一种光学模具的排气系统,其特征在于,支撑块内嵌于动模模仁上。
技术总结
本技术提供了一种光学模具的排气系统,属于模具技术领域,包括:定模板,连接有定模模仁,并在定模模仁上设置有定模分型面;动模板,连接有动模模仁,并在动模模仁上设置有动模分型面,其中,在动模分型面上设置有动模型腔和支撑部,且在支撑部上设置有与动模分型面之间形成高度差的支撑平面,当动模模仁与定模模仁合模后,定模分型面与动模分型面之间形成间隙。本技术通过设置支撑平面,导致动模分型面与定模分型面之间形成间隙,能够将动模型腔与定模型腔拼接形成的产品成型型腔内的气体全部排出,保证成型后的产品内部不会产生困气而造成飞边现象,进而提高产品的成型质量。
技术研发人员:朱永,李庆坤,陈攀,罗丽光
受保护的技术使用者:宁波信泰机械有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!