镶件更换机构及注塑模具的制作方法
本技术涉及注塑模具,具体涉及一种镶件更换机构及注塑模具。
背景技术:
1、目前汽车行业的发展,为满足消费者需求,汽车配置越来越多;零部件的配置、状态越来越多且每月多种配置产量则需根据实际销量进行调整,导致一个零部件需对应开发多套注塑模具进行开发。为降低项目开发成本,减少注塑模具数量且满足不同配置产量要求;注塑模具多选择采用镶件形式进行设计开发。
2、传统的模具镶件机构包括:前模仁、零部件、热流道板、面板、镶件;镶件通过螺栓与前模仁连接,互换镶件时需将注塑模具从注塑机上取下,平放地面,然后将螺栓取出,通过一根顶针强制性的将镶件顶出模仁,将更换的镶件放入前模仁,通过螺栓将镶件与前模仁连接,实现镶件互换。传统方式更换镶件更换难度大,更换工时长,影响作业效率。
技术实现思路
1、本实用新型的目的在于提供一种镶件更换机构及注塑模具,该镶件更换机构方便对镶件进行更换,节省换工时长,提高作业效率。
2、为了实现上述目的,本实用新型采用的技术方案如下:
3、一种镶件更换机构,应用于注塑模具,注塑模具包括前模仁,前模仁具有用于容纳镶件的安装槽,镶件在安装槽内可沿第一方向滑动;镶件更换机构包括:第一锲紧块,设置于前模仁的安装槽内;第二锲紧块,设置于镶件上,第二锲紧块可与第一锲紧块互锁,用于在第二方向上固定镶件;以及顶紧组件,设置于安装槽内,顶紧组件与镶件沿第一方向的一端抵接,用于在第一方向上固定镶件;其中,第一方向与第二方向相交设置。
4、根据上述设置,在安装镶件时,将镶件装入安装槽内,通过镶件沿第一方向滑动以使第一锲紧块与第二锲紧块互锁,对镶件沿第二方向进行固定,通过将顶紧组件装入安装槽内,顶紧组件与镶件沿第一方向的一端抵接,对镶件沿第一方向进行固定,进而完成对镶件的固定;拆卸镶件时,通过拆除顶紧组件解除对镶件沿第一方向的限位,镶件沿第一方向滑动使得第一锲紧块与第二锲紧块脱离,解除对镶件沿第二方向的限位,即可将镶件从安装槽内取出,方便对镶件进行更换,节省换工时长,提高作业效率。
5、进一步,镶件朝向第一锲紧块的一端设置有活动槽,活动槽用于容纳第一锲紧块,第二锲紧块设置于活动槽内。
6、根据上述设置,通过在镶件朝向第二锲紧块的一端设置活动槽,第二锲紧块固定在活动槽内,镶件安装到安装槽内时,第一锲紧块也位于活动槽内,减少占用空间,而且增加安装槽与镶件的接触面积,保证安装槽对镶件的固定效果。
7、进一步,第二锲紧块与镶件可拆卸连接。
8、根据上述设置,第二锲紧块与镶件可拆卸连接,在更换镶件时,只需将第二锲紧块拆卸后再固定到需要安装的镶件上即可,无需每个镶件单独配备一个第二锲紧块,方便加工,而且可以对损坏的第二锲紧块进行更换。
9、进一步,第二锲紧块与镶件通过第二螺栓连接。
10、根据上述设置,第二锲紧块通过第二螺栓与镶件固定,方便第二锲紧块与镶件进行拆装,且保证两者装配后的固定效果。
11、进一步,顶紧组件包括第三锲紧块和第三螺栓,第三锲紧块通过第三螺栓与前模仁连接。
12、根据上述设置,第三锲紧块装入安装槽内后与镶件沿第一方向的一端抵接,对镶件沿第一方向进行固定,第三锲紧块通过第三螺栓与前模仁固定,保证第三锲紧块的牢固性,进而保证第三锲紧块对镶件的固定效果;而且方便对第三锲紧块进行拆装。
13、进一步,镶件朝向第三锲紧块的一端设置有凸台,第三锲紧块朝向镶件的一端设置有压紧部,用于沿第二方向压紧镶件的凸台。
14、根据上述设置,第三锲紧块装入安装槽内,压紧部对镶件的凸台在第二方向上进行压紧,进一步对镶件在第二方向上进行固定,进一步保证对镶件的固定效果。
15、进一步,第三锲紧块沿第二方向设置有通孔,第三螺栓贯穿通孔并与前模仁连接。
16、根据上述设置,第三锲紧块装入安装槽内后即完成对镶件的限位,第三螺栓贯穿通孔后与前模仁连接,对第三锲紧块和前模仁进行固定,第三螺栓从外部对第三锲紧块进行固定,方便对第三锲紧块进行拆装。
17、进一步,镶件沿第一方向的一端与第三锲紧块抵接,另一端与安装槽的内壁抵接。
18、根据上述设置,镶件在安装槽内完成固定后,沿第一方向的两端分别与第三锲紧块和安装槽的内壁抵接,完成对镶件在第一方向上的固定,镶件另外两端通过安装槽定位即可。
19、进一步,镶件在安装槽内沿第一方向的位移量为l1,第一锲紧块具有第一限位部,第二锲紧块具有第二限位部,第一限位部用于沿第二方向压紧第二限位部,第一限位部与第二限位部抵接面沿第一方向的长度为l2,其中,l2<l1。
20、根据上述设置,第二锲紧块的第二限位部滑动至第一限位部的下方,第一限位部完成对第二限位部的压紧限位,进而实现对镶件在第二方向进行限位,镶件在安装槽内的位移量l1小于第一限位部与第二限位部抵接面的长度l2,保证镶件在安装槽内沿第一方向移动时,可以使得第一限位部与第二限位部互锁以及第一限位部和第二限位部充分脱离。
21、一种注塑模具,包括:前模仁,具有容纳镶件的安装槽;镶件,设置于安装槽内;以及上述的镶件更换机构。
22、本实用新型的有益效果:本实用新型在安装镶件时,将镶件装入安装槽内,通过镶件沿第一方向滑动以使第一锲紧块与第二锲紧块互锁,对镶件沿第二方向进行固定,通过将顶紧组件装入安装槽内,顶紧组件与镶件沿第一方向的一端抵接,对镶件沿第一方向进行固定,进而完成对镶件的固定;拆卸镶件时,通过拆除顶紧组件解除对镶件沿第一方向的限位,镶件沿第一方向滑动使得第一锲紧块与第二锲紧块脱离,解除对镶件沿第二方向的限位,即可将镶件从安装槽内取出,方便对镶件进行更换,节省换工时长,提高作业效率。
技术特征:
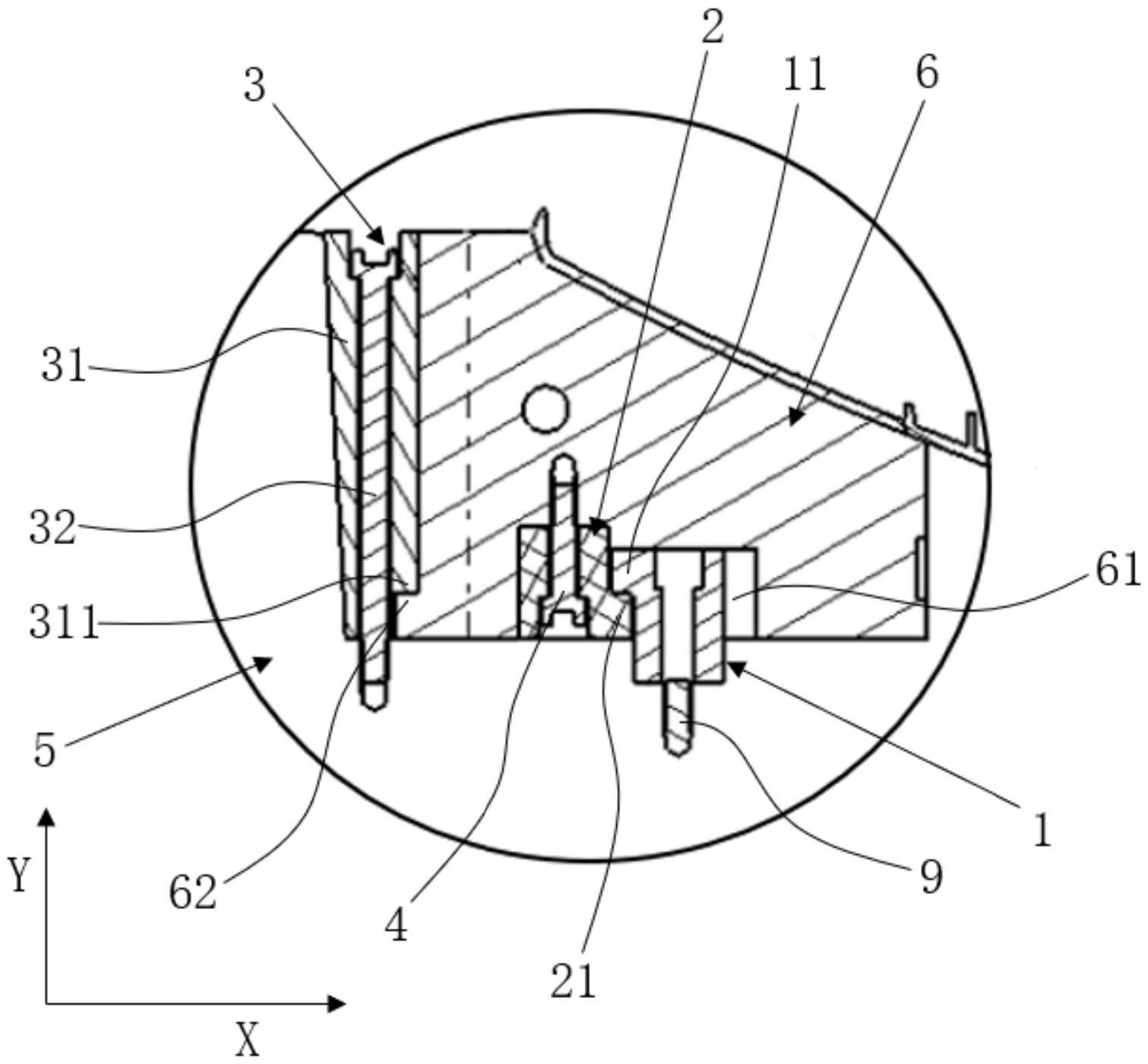
1.一种镶件更换机构,应用于注塑模具,所述注塑模具包括前模仁(5),所述前模仁(5)具有用于容纳镶件(6)的安装槽(51),所述镶件(6)在所述安装槽(51)内可沿第一方向滑动;其特征在于,所述镶件更换机构包括:
2.根据权利要求1所述的镶件更换机构,其特征在于,所述镶件(6)朝向所述第一锲紧块(1)的一端设置有活动槽(61),所述活动槽(61)用于容纳所述第一锲紧块(1),所述第二锲紧块(2)设置于所述活动槽(61)内。
3.根据权利要求1所述的镶件更换机构,其特征在于,所述第二锲紧块(2)与所述镶件(6)可拆卸连接。
4.根据权利要求3所述的镶件更换机构,其特征在于,所述第二锲紧块(2)与所述镶件(6)通过第二螺栓(4)连接。
5.根据权利要求1所述的镶件更换机构,其特征在于,所述顶紧组件(3)包括第三锲紧块(31)和第三螺栓(32),所述第三锲紧块(31)通过所述第三螺栓(32)与所述前模仁(5)连接。
6.根据权利要求5所述的镶件更换机构,其特征在于,所述镶件(6)朝向所述第三锲紧块(31)的一端设置有凸台(62),所述第三锲紧块(31)朝向所述镶件(6)的一端设置有压紧部(311),用于沿所述第二方向压紧所述镶件(6)的凸台(62)。
7.根据权利要求5所述的镶件更换机构,其特征在于,所述第三锲紧块(31)沿所述第二方向设置有通孔,所述第三螺栓(32)贯穿所述通孔并与所述前模仁(5)连接。
8.根据权利要求5所述的镶件更换机构,其特征在于,所述镶件(6)沿所述第一方向的一端与所述第三锲紧块(31)抵接,另一端与所述安装槽(51)的内壁抵接。
9.根据权利要求1所述的镶件更换机构,其特征在于,所述镶件(6)在所述安装槽(51)内沿所述第一方向的位移量为l1,所述第一锲紧块(1)具有第一限位部(11),所述第二锲紧块(2)具有第二限位部(21),所述第一限位部(11)用于沿所述第二方向压紧所述第二限位部(21),所述第一限位部(11)与所述第二限位部(21)抵接面沿所述第一方向的长度为l2,其中,l2<l1。
10.一种注塑模具,其特征在于,包括:
技术总结
本技术涉及注塑模具技术领域,具体涉及一种镶件更换机构及注塑模具,该镶件更换机构应用于注塑模具,注塑模具包括前模仁,前模仁具有用于容纳镶件的安装槽,镶件在安装槽内可沿第一方向滑动;镶件更换机构包括第一锲紧块、第二锲紧块和顶紧组件,第一锲紧块设置于前模仁的安装槽内;第二锲紧块设置于镶件上,第二锲紧块可与第一锲紧块互锁,用于在第二方向上固定镶件;顶紧组件设置于安装槽内,顶紧组件与镶件沿第一方向的一端抵接,用于在第一方向上固定镶件;其中,第一方向与第二方向相交设置,该镶件更换机构方便对镶件进行更换,节省换工时长,提高作业效率。
技术研发人员:吴跃强,李仁勇
受保护的技术使用者:重庆长安汽车股份有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!