医用长管注塑成型结构及注塑模具的制作方法
本技术涉及注塑模具结构,具体涉及一种医用长管注塑成型结构及注塑模具。
背景技术:
1、1000ul的医用塑料管一般为细长型,所以医用塑胶管产品在注塑成型时其采用的型腔深度都较深,传统的注塑模具一般的做法是热转冷注塑成型,由于胶液在型腔内流通路径长,注塑压力大,从而导致成型的产品壁厚不均匀,产品质量不稳定,废料增多。
2、应该注意,上面对技术背景的介绍只是为了方便对本实用新型的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本实用新型的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现思路
1、为克服上述缺点,本实用新型的目的在于提供一种医用长管注塑成型结构及注塑模具,从而有效地解决上述技术问题。
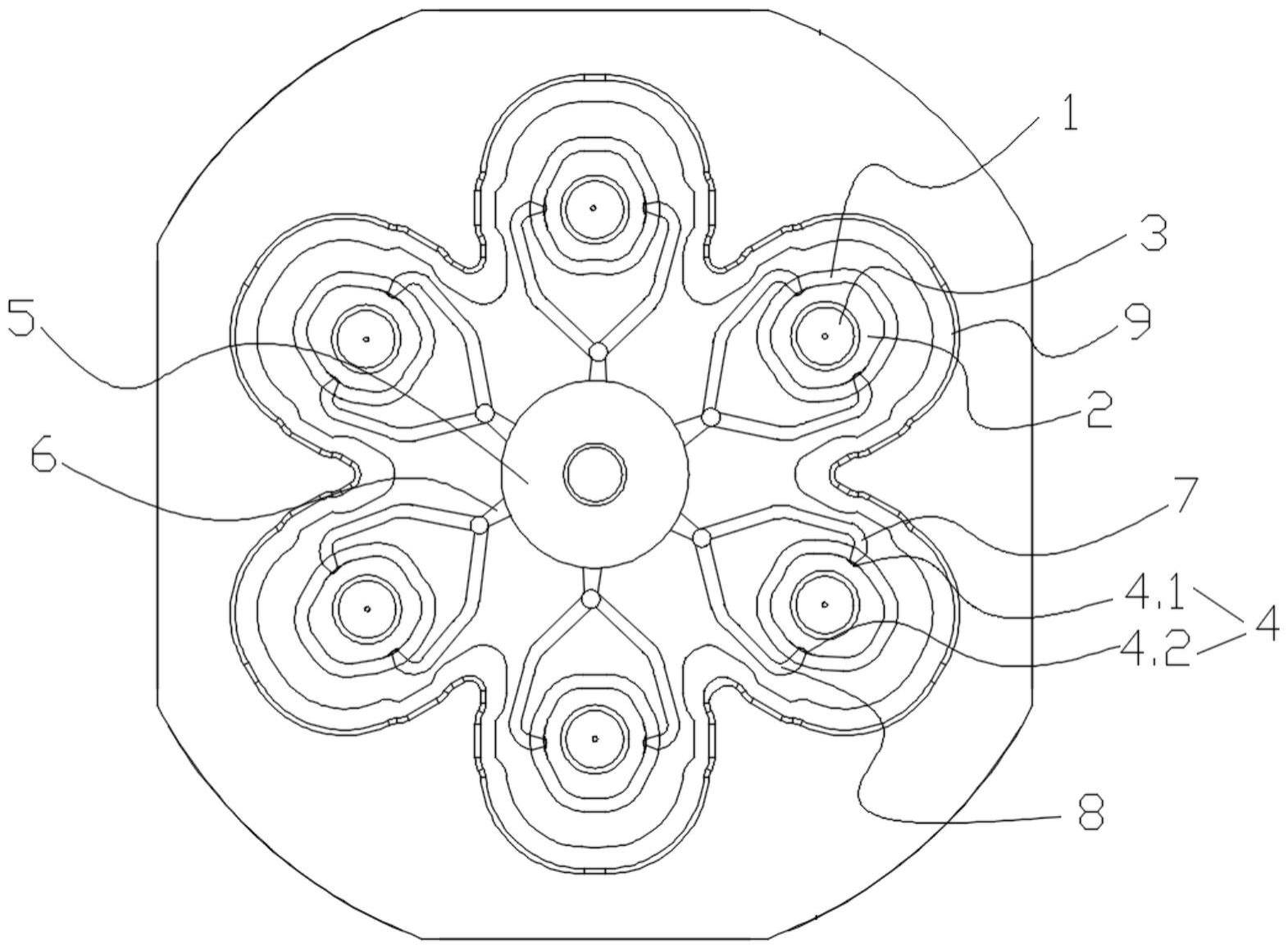
2、为了达到以上目的,本实用新型采用的技术方案是:一种医用长管注塑成型结构,其包括:
3、模仁,所述模仁内部开设有用于产品成型的型腔,且所述模仁表面开设有两个连通至所述型腔内部的进胶口;
4、型芯,所述型芯置于所述型腔内部;
5、热流道,所述热流道通过进胶管与所述模仁上的进胶口连通。
6、本实用新型的有益效果为:本方案设计的医用长管注塑成型结构,通过在模仁上开设双进胶口连通至型腔内,在产品注塑成型时,两个进胶口同时进胶,从而有效地保证进胶速度和进胶的均匀性,提高成型产品的质量,避免出现产品变形等情况。
7、进一步地,所述模仁上开设有的进胶口包括第一进胶口和第二进胶口,所述第一进胶口与所述第二进胶口左右对称设置;两个对称的第一进胶口和第二进胶口分别从模仁的两侧同时向型腔内通入胶液,从而有效地保证进胶速度以及进胶的均匀性。
8、进一步地,所述进胶管包括总管道、第一分支管道以及第二分支管道,所述总管道与所述热流道内部连通,所述第一分支管道分别连通所述总管道和所述第一进胶口,所述第二分支管道分别连通所述总管道和所述第二进胶口;胶液在热流道内流通,然后从热流道流出进入总管道内,从总管道内通过分流分别进入第一分支管和第二分支管内,然后胶液再从第一分支管经过第一进胶口流至型腔内,从第二分支管经过第二进胶口流至型腔内。
9、进一步地,所述模仁设置有若干个且绕所述热流道的圆周方向均匀分布;多个模仁同时工作,可以实现多个产品注塑成型,有效地提高工作效率。
10、进一步地,所述模仁的外围设置有包胶层;包胶层可以有效地提高模仁的保温性和密封性,由于模具采用热流道注塑成型,所以对胶液的保温有较高的要求。
11、进一步地,所述包胶层将若干个所述模仁包裹成一体式结构;一体式结构在安装和拆卸时更加方便快捷。
12、一种注塑模具,所述注塑模具包括上述的医用长管注塑成型结构。
13、由于上述注塑成型结构具有上述技术效果,因此包括该注塑成型结构的注塑模具应当具有相同的技术效果,在此不再赘述。
14、综上,注塑模具工作原理为:先合模,胶液先进入热流道内,然后通过热流道流至进入总管道内,从总管道内通过分流分别进入第一分支管和第二分支管内,然后胶液再从第一分支管经过第一进胶口流至型腔内,从第二分支管经过第二进胶口流至型腔内,两个进胶口同时进胶,胶液在型腔内通过与型芯配合使产品成型,产品成型后开模,最后产品脱模。
技术特征:
1.一种医用长管注塑成型结构,其特征在于:其包括:
2.根据权利要求1所述的医用长管注塑成型结构,其特征在于:所述模仁上开设有的进胶口包括第一进胶口和第二进胶口,所述第一进胶口与所述第二进胶口左右对称设置。
3.根据权利要求2所述的医用长管注塑成型结构,其特征在于:所述进胶管包括总管道、第一分支管道以及第二分支管道,所述总管道与所述热流道内部连通,所述第一分支管道分别连通所述总管道和所述第一进胶口,所述第二分支管道分别连通所述总管道和所述第二进胶口。
4.根据权利要求1所述的医用长管注塑成型结构,其特征在于:所述模仁设置有若干个且绕所述热流道的圆周方向均匀分布。
5.根据权利要求1所述的医用长管注塑成型结构,其特征在于:所述模仁的外围设置有包胶层。
6.根据权利要求5所述的医用长管注塑成型结构,其特征在于:所述包胶层将若干个所述模仁包裹成一体式结构。
7.一种注塑模具,其特征在于:所述注塑模具包括上述权利要求1~6中任一项所述的医用长管注塑成型结构。
技术总结
本技术公开了一种医用长管注塑成型结构及注塑模具,其包括模仁,所述模仁内部开设有用于产品成型的型腔,且所述模仁表面开设有两个连通至所述型腔内部的进胶口;包括型芯,所述型芯置于所述型腔内部;包括热流道,所述热流道通过进胶管与所述模仁上的进胶口连通;本方案设计的医用长管注塑成型结构,通过在模仁上开设双进胶口连通至型腔内,在产品注塑成型时,两个进胶口同时进胶,从而有效地保证进胶速度和进胶的均匀性,提高成型产品的质量,避免出现产品变形等情况。
技术研发人员:蒋灵怀,刘常安
受保护的技术使用者:昆山准达热流道有限公司
技术研发日:20230713
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!