一种油封注射模具的制作方法
本技术涉及油封生产,特别涉及一种油封注射模具。
背景技术:
1、油封是常用的密封件,如ptfe骨架油封,油封通过注射模具生产成型,由于模具的型腔与油封材料接触,模具需要使用特殊的材料和经过复杂的热处理,才能满足生产条件。
2、在现有的注射模具中,其型腔是设置在模板上的,所以整个模板都需要使用特殊的材料,热处理时需要对整个模板进行处理,这样导致材料费用较高,且加工周期较长;并且,如果出现产品设计变更或者在生产中造成模具压坏等需要更换模具的情况时,只能重开模具或者原有模具降面,整个加工周期和维修费用将接近一套新模具。
技术实现思路
1、本实用新型的主要目的是提出一种油封注射模具,旨在解决现有技术中的注塑模具的材料费用较高、加工周期较长,当需要更换模具时加工周期和维修费用较高的技术问题。
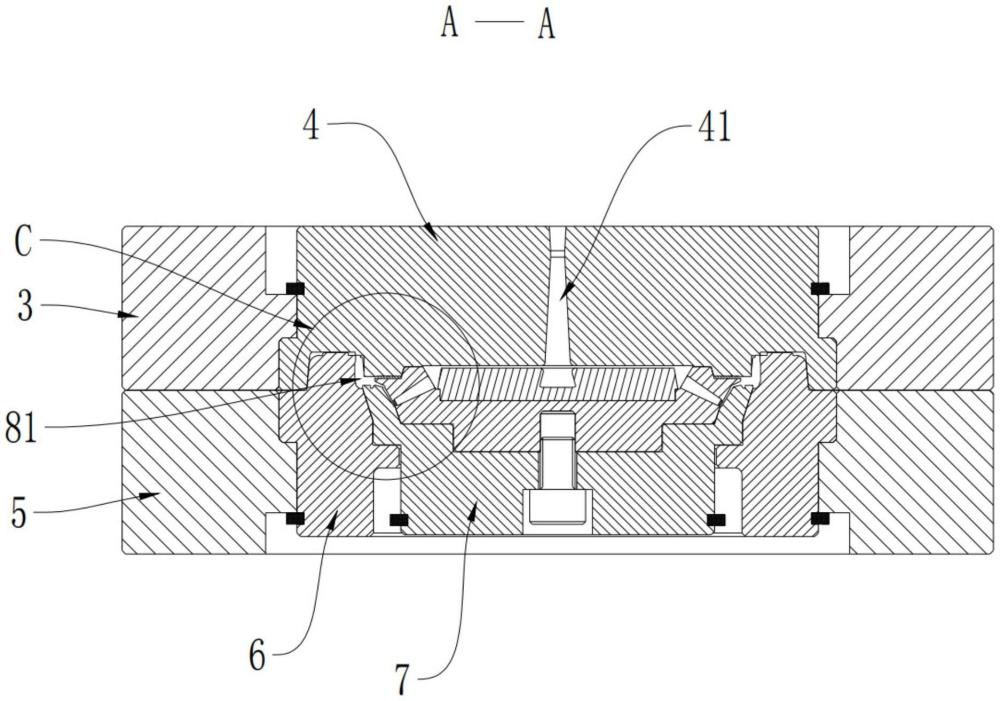
2、为实现上述目的,本实用新型提出一种油封注射模具,包括:
3、上模组件,其包括上模板和上型腔组件,所述上型腔组件包括上型腔件,所述上模板的中部设有上通孔,所述上型腔件可拆卸地定位于所述上通孔内;
4、下模组件,其包括下模板和下型腔组件,所述下型腔组件包括固定型腔件和顶升型腔组件,所述下模板的中部设有第一下通孔,所述固定型腔件可拆卸地定位于所述第一下通孔内,所述固定型腔件的中部设有第二下通孔,所述顶升型腔组件设于所述第二下通孔内,所述顶升型腔组件能够相对于所述固定型腔件上下运动;
5、所述上型腔件的下侧、所述固定型腔件的上侧和所述顶升型腔组件的上侧能够在合模后形成用于成型油封的成型腔。
6、上模组件包括上模板和上型腔组件,下模组件包括下模板和下型腔组件,上型腔组件在上模板的上通孔内可拆卸,下型腔组件中固定型腔件在下模板的第一下通孔内可拆卸,顶升型腔组件能够在固定型腔件的第二下通孔内活动。在加工模具时,成型出油封的上型腔组件和下型腔组件可以使用成本较高的特殊材料和进行较复杂的材料处理,而上模板和下模板可以采用成本相对较低的材料和处理,可降低材料和加工成本,而且分别加工可减少加工时间和缩短加工周期,另外,当需要更换产品或型腔受损时,可以只更换上型腔组件和下型腔组件,不需整套模具都进行更换,可缩短加工周期和降低维修费用。
7、优选地,所述固定型腔件的外周设有第一下卡槽和第一下定位环,所述第一下卡槽设于所述第一下定位环的下侧,所述第一下通孔的内壁上设有第一下定位台阶,所述第一下定位台阶设于所述第一下卡槽与所述第一下定位环之间,所述第一下定位环的下侧面与所述第一下定位台阶的上侧面抵接,所述下模组件还包括第一下限位卡环,所述第一下限位卡环的内环部设于所述第一下卡槽内,所述第一下限位卡环的外环部的上侧面与所述第一下定位台阶的下侧面抵接。
8、在组装固定型腔件时,固定型腔件插入到下模板的第一下通孔内,第一下定位环抵接在第一下定位台阶上,再用第一下限位卡环卡入第一下卡槽内,第一下限位卡环的凸出于第一下卡槽的外环部卡在第一下定位台阶的下侧,固定型腔件在第一下定位环和第一下限位卡环上下卡住第一下定位台阶的作用下与下模板相固定;当需要拆卸下型腔组件时,可拆下第一下限位卡环,即可从下模板的上侧取出下型腔组件,方便下型腔组件的安装和拆卸。
9、优选地,所述第一下定位台阶的内侧面与所述固定型腔件的外侧面抵接,所述第一下定位环的外侧面与所述第一下通孔的内侧面抵接,如此实现固定型腔件在第一下通孔内径向定位。
10、优选地,所述顶升型腔组件包括第一顶升件、第二顶升件和第三顶升件,所述第一顶升件与所述第二下通孔可拆卸连接,所述第一顶升件能够相对于所述固定型腔件上下运动,所述第二顶升件固定连接于所述第一顶升件的中部的上侧,所述第三顶升件固定连接于所述第二顶升件的中部的上侧,所述上型腔件的中部设有上下贯通的注射孔,所述第三顶升件的上侧与所述上型腔件之间设有第一流通间隙,所述第三顶升件的外周与所述第二顶升件的内侧之间设有第二流通间隙,所述第二顶升件上设有第三流通通道,所述第二顶升件的上侧的外侧、所述第一顶升件的上侧的外侧、所述第二下通孔的上侧的内侧和所述上型腔件的下侧形成所述成型腔,所述注射孔、所述第一流通间隙、所述第二流通间隙、所述第三流通通道和所述成型腔依次连通。
11、在合模后注塑时,注塑材料从注射孔进入,并依次经过第一流通间隙、第二流通间隙和第三流通通道,最后到达成型腔内成型,第一顶升件、第二顶升件和第三顶升件的分体设置可分别加工后再组装一起,方便加工出第一流通间隙、第二流通间隙、第三流通通道和成型腔的形状。
12、优选地,所述第一顶升件的外周设有第二下卡槽和第二下定位环,所述第二下卡槽设于所述第二下定位环的下侧,所述第二下通孔的内壁上设有第二下定位台阶,所述下模组件还包括第二下限位卡环,所述第二下限位卡环的内环部设于所述第二下卡槽内;
13、所述第二下定位台阶设于所述第二下限位卡环与所述第二下定位环之间,所述第二下定位台阶的厚度小于所述第二下限位卡环到所述第二下定位环之间的距离,在所述顶升型腔组件向上运动时所述第二下定位环的下侧面能够与所述第二下定位台阶的上侧面抵接,在所述顶升型腔组件向下运动时所述第二下限位卡环的外环部的上侧面与所述第二下定位台阶的下侧面抵接。
14、在组装第一顶升件时,第一顶升件插入到固定型腔件的第二下通孔内,第二下定位环抵接在第二下定位台阶上,再用第二下限位卡环卡入第二下卡槽内,第二下限位卡环的外环部凸出第二下卡槽,第二下限位卡环到第二下定位台阶具有一定的上下活动空间,以供第一顶升件向上运动,第二下限位卡环与第二下定位环分别限定顶升型腔组件的上下运动范围;当需要拆卸顶升型腔组件时,可拆下第二下限位卡环,即可从固定型腔件的上侧取出顶升型腔组件,方便顶升型腔组件的安装和拆卸。
15、优选地,所述第一顶升件的外侧壁设有第三导向锥面,所述第二下通孔的内壁上设有与所述第三导向锥面匹配设置的第四导向锥面,在所述第一顶升件向下运动时所述第三导向锥面与所述第四导向锥面相导向配合滑动。第一顶升件的第三导向锥面与第二下通孔的第四导向锥面配合,在注塑时能提高第一顶升件在第二下通孔内的定位精度,提高油封的成型精度。
16、优选地,所述上型腔件的外周设有上卡槽和上定位环,所述上卡槽设于所述上定位环的上侧,所述上通孔的内壁上设有上定位台阶,所述上定位台阶设于所述上卡槽与所述上定位环之间,所述上定位环的上侧面与所述上定位台阶的下侧面抵接,所述上模组件还包括上限位卡环,所述上限位卡环的内环部设于所述上卡槽内,所述上限位卡环的外环部的下侧面抵接于所述上定位台阶的上侧面上。
17、在组装上型腔件时,上型腔件从下插入到上模板的上通孔内,上定位环抵接在上定位台阶的下侧,再用上限位卡环卡入上卡槽内,上限位卡环的凸出于上卡槽的外环部卡在上定位台阶的上侧,上型腔件在上定位环和上限位卡环上下卡住上定位台阶的作用下与上模板相固定;当需要拆卸上型腔件时,可拆下上限位卡环,即可从上模板的下侧取出上型腔件,方便上型腔件的安装和拆卸。
18、优选地,所述上定位台阶的内侧面与所述上型腔件的外侧面抵接,所述上定位环的外侧面与所述上通孔的内侧面抵接,如此实现上型腔件上通孔内径向定位。
19、优选地,所述上型腔件的下侧设有插槽,所述固定型腔件的上侧设有插块,所述插块插设于所述插槽内,所述插槽的侧壁设有第一导向锥面,所述插块上设有与所述第一导向锥面匹配设置的第二导向锥面,在合模时所述第一导向锥面与所述第二导向锥面相导向配合滑动。
20、上型腔件的第一导向锥面与固定型腔件的第二导向锥面配合,在合模时能直接提高上型腔件和固定型腔件的定位精度,提高油封的成型精度。
21、优选地,所述上模板的下侧设有导柱,所述下模板的上侧设有导套,在合模时所述导柱插设于所述导套内。导柱和导套能提高上模组件和下模组件在合模时的定位精度。
- 还没有人留言评论。精彩留言会获得点赞!