一种带过滤功能的3D打印用储料和铺料刮刀的制作方法
本技术涉及3d打印,具体为一种带过滤功能的3d打印用储料和铺料刮刀。
背景技术:
1、光固化3d打印技术,具有精度高,能成形复杂结构零件的特点,能够成型高分子、陶瓷及金属材料,其原料对应光敏树脂,光固化陶瓷/金属浆料。陶瓷/金属零件成形原理是利用光敏树脂与陶瓷/金属粉体进行混合,制备成高固含量的光敏陶瓷/金属浆料,再通过光固化3d打印设备制造陶瓷/金属生坯,而后进行高温脱脂烧结得到复杂陶瓷/金属零件。
2、倒置式的成型平台朝下,光源至下向上投影,优点是省料,但打印过程中需要克服较大的分离力,同时因为模型重力的作用使得打印大件困难;正置式的成型平台朝上,可以成型大件,但由于整个成型平台浸泡在料缸中,需要大量的浆料才能启动打印,打印过程中浆料的沉降也会造成打印不均匀性。光固化打印过程中,由于支撑添加错误或曝光问题,在打印过程中材料会出现夹杂,从而影响后续层打印。
3、因此,本实用新型提出一种带过滤功能的3d打印用储料和铺料刮刀,以解决上述提到的问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种带过滤功能的3d打印用储料和铺料刮刀,解决了上述背景技术提到的问题。
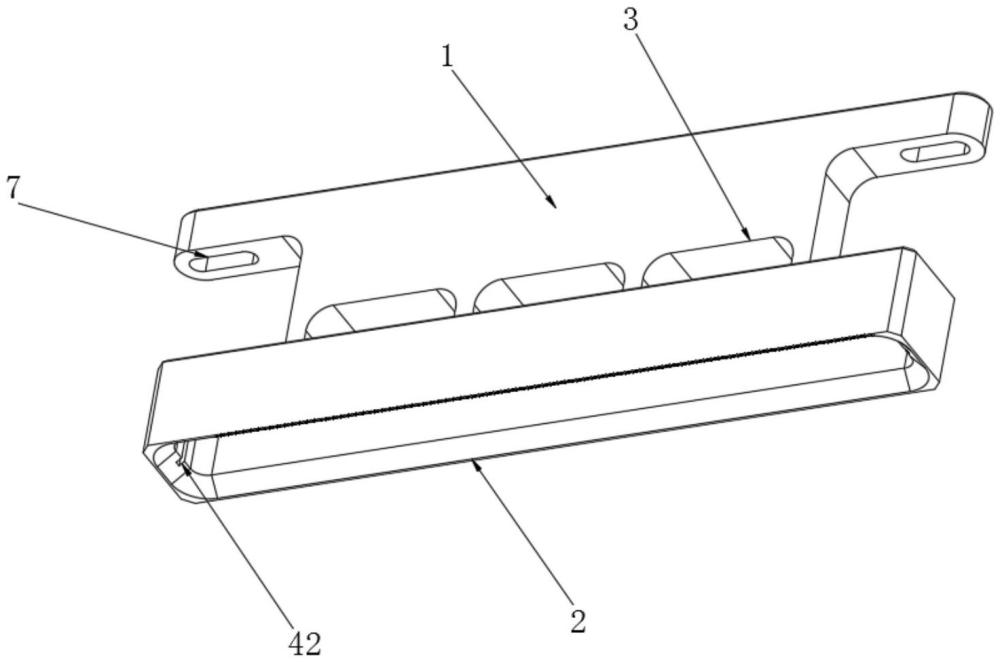
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种带过滤功能的3d打印用储料和铺料刮刀,包括t形中心板,所述t形中心板的底部安装有双刃储料腔,所述t形中心板的表面开设有中心板联通孔,所述双刃储料腔的内部通过吸附定位组件可拆卸式连接有用于过滤浆料中杂质的过滤网。
3、进一步地,所述吸附定位组件包括固定在过滤网两侧的下磁块,所述双刃储料腔内壁的两侧均开设有与下磁块配合使用的插槽,两个所述插槽的内壁均固定有与下磁块配合使用的上磁块。
4、进一步地,所述上磁块的下方与下磁块的上方吸附贴合,所述上磁块与下磁块相互靠近的一侧为同性磁极。
5、进一步地,所述过滤网的网格为矩形形状,所述网格尺寸为20目-200目。
6、进一步地,所述过滤网的外周与双刃储料腔的内腔贴合。
7、更进一步地,相邻两个所述中心板联通孔之间设置有中心加强筋,所述t形中心板顶部的两侧均贯穿开设有装配孔。
8、有益效果
9、本实用新型提供了一种带过滤功能的3d打印用储料和铺料刮刀。与现有技术相比具备以下有益效果:
10、该带过滤功能的3d打印用储料和铺料刮刀,当刮刀运动到一侧时刮刀外壁与料盒内部挤压,多余的浆料翻转进双刃储料腔中用于下一次涂敷,同时过滤网将翻入材料中的固体杂质进行过滤,能减少浆料的浪费,且能过滤浆料中的杂质,减少浆料的沉降,使得打印更加均匀,也不会影响后续层打印,有效节省了工序,减少环境污染,同时过滤网也方便拆卸,便于后续清理工作的进行。
技术特征:
1.一种带过滤功能的3d打印用储料和铺料刮刀,包括t形中心板(1),其特征在于:所述t形中心板(1)的底部安装有双刃储料腔(2),所述t形中心板(1)的表面开设有中心板联通孔(3),所述双刃储料腔(2)的内部通过吸附定位组件(4)可拆卸式连接有用于过滤浆料中杂质的过滤网(5)。
2.根据权利要求1所述的一种带过滤功能的3d打印用储料和铺料刮刀,其特征在于:所述吸附定位组件(4)包括固定在过滤网(5)两侧的下磁块(41),所述双刃储料腔(2)内壁的两侧均开设有与下磁块(41)配合使用的插槽(42),两个所述插槽(42)的内壁均固定有与下磁块(41)配合使用的上磁块(43)。
3.根据权利要求2所述的一种带过滤功能的3d打印用储料和铺料刮刀,其特征在于:所述上磁块(43)的下方与下磁块(41)的上方吸附贴合,所述上磁块(43)与下磁块(41)相互靠近的一侧为同性磁极。
4.根据权利要求1所述的一种带过滤功能的3d打印用储料和铺料刮刀,其特征在于:所述过滤网(5)的网格为矩形形状,所述网格尺寸为20目-200目。
5.根据权利要求1所述的一种带过滤功能的3d打印用储料和铺料刮刀,其特征在于:所述过滤网(5)的外周与双刃储料腔(2)的内腔贴合。
6.根据权利要求1所述的一种带过滤功能的3d打印用储料和铺料刮刀,其特征在于:相邻两个所述中心板联通孔(3)之间设置有中心加强筋(6),所述t形中心板(1)顶部的两侧均贯穿开设有装配孔(7)。
技术总结
本技术公开了一种带过滤功能的3D打印用储料和铺料刮刀,包括T形中心板,所述T形中心板的底部安装有双刃储料腔,T形中心板的表面开设有中心板联通孔,双刃储料腔的内部通过吸附定位组件可拆卸式连接有用于过滤浆料中杂质的过滤网,本技术涉及3D打印技术领域。该带过滤功能的3D打印用储料和铺料刮刀,当刮刀运动到一侧时刮刀外壁与料盒内部挤压,多余的浆料翻转进双刃储料腔中用于下一次涂敷,同时过滤网将翻入材料中的固体杂质进行过滤,能减少浆料的浪费,且能过滤浆料中的杂质,减少浆料的沉降,使得打印更加均匀,也不会影响后续层打印,有效节省了工序,减少环境污染,同时过滤网也方便拆卸,便于后续清理工作的进行。
技术研发人员:郑子雄,李建军,王庆,万力
受保护的技术使用者:十维(广东)科技有限公司
技术研发日:20230719
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!