一种超声波滤网自动化焊接设备的制作方法
本技术涉及超声波焊接,具体为一种超声波滤网自动化焊接设备。
背景技术:
1、超声波焊接主要是当超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温,又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体,当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度,目前滤网在生产加工的过程中便需要通过超声波焊接设备来进行焊接处理;
2、当前的超声波焊接设备由于在焊接的过程中缺少对焊接件进行便捷限位的机构,使焊接件在超声波焊接的过程中无法保证稳定性,从而降低了焊接的质量,同时因滤网焊接件为不规则的焊件,导致传统的限位机构无法对其进行稳定的限制,进一步影响其焊接的精度。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种超声波滤网自动化焊接设备,解决了当前的超声波焊接设备由于在焊接的过程中缺少对焊接件进行便捷限位的机构,使焊接件在超声波焊接的过程中无法保证稳定性,从而降低了焊接的质量,同时因滤网焊接件为不规则的焊件,导致传统的限位机构无法对其进行稳定的限制,进一步影响其焊接的精度的问题。
3、(二)技术方案
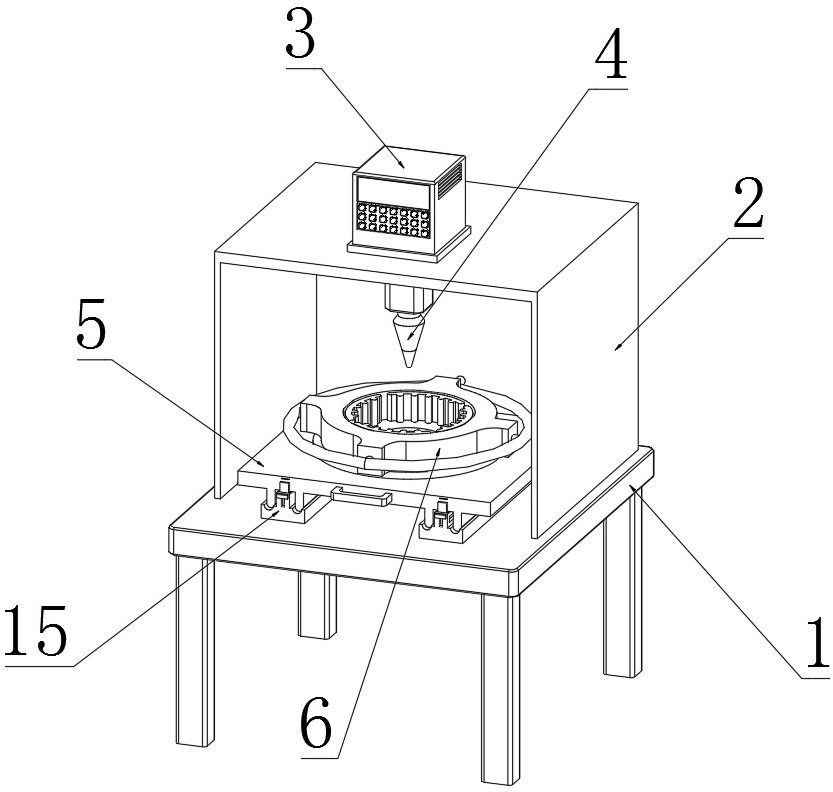
4、为实现上述目的,本实用新型提供如下技术方案:一种超声波滤网自动化焊接设备,包括焊接工作台,所述焊接工作台的顶部安装有箱体,所述箱体的顶部中端安装有超声波焊机,所述超声波焊机底部连接有超声焊接头;
5、所述焊接工作台顶部设置有支撑台板,所述支撑台板的顶部安装有安装环座,且安装环座的边端等九十度角度固定连接端部安装座,所述端部安装座的内部开设有内置空腔,所述内置空腔内部一侧边端固定安装有电磁铁,所述电磁铁一侧位于内置空腔内侧位置处设置有端部磁板,所述端部磁板一端固定安装有支撑杆,且支撑杆端部固定连接有弧形限位块,且弧形限位块内侧边端均匀设置有限位凸块,所述安装环座外侧边部安装有环形线管。
6、作为本实用新型的一种超声波滤网自动化焊接设备优选技术方案,所述端部磁板位于内置空腔内紧密契合滑动,所述电磁铁通电后产生的磁性与端部磁板的磁性相同;
7、四个所述支撑杆端部的弧形限位块共同组成环形的限位夹持结构。
8、作为本实用新型的一种超声波滤网自动化焊接设备优选技术方案,所述环形线管均通过连接管与端部安装座相连接,连接管内部设置有连接线,连接线与电磁铁进行连接;
9、其中一个连接管穿过箱体通过其内部的连接线与电源相连,且该连接管的及其内部的连接线预留有一定的长度,该长度大于支撑台板的宽度。
10、作为本实用新型的一种超声波滤网自动化焊接设备优选技术方案,所述焊接工作台的顶部对称安装有两个导向轨道,所述支撑台板滑动连接于导向轨道的外侧,所述导向轨道两侧底部均开设有契合滑槽,所述支撑台板底部通过限位导块与契合滑槽之间契合导向连接;
11、所述导向轨道边部开设有限位槽,所述限位导块一侧边部对应限位槽位置处连接有限位卡块。
12、作为本实用新型的一种超声波滤网自动化焊接设备优选技术方案,所述契合滑槽的内部和限位导块的底部均设置为弧形结构,所述限位导块边部的限位卡块在限位槽内进行限位导向滑动。
13、作为本实用新型的一种超声波滤网自动化焊接设备优选技术方案,所述导向轨道正面边端内侧开设有推拉槽,所述导向轨道边部对应推拉槽位置处开设有导槽,所述推拉槽内侧紧密契合连接有滑动板,所述滑动板一端连接有滑座,且滑座位于导槽内侧契合滑动,所述支撑台板正面边端对应滑动板位置处设置有强磁条。
14、作为本实用新型的一种超声波滤网自动化焊接设备优选技术方案,所述滑动板为铁板,且滑动板紧密滑动连接于推拉槽内,所述滑座带动滑动板沿导槽内进行升降滑动。
15、(三)有益效果
16、与现有技术相比,本实用新型提供了一种超声波滤网自动化焊接设备,具备以下有益效果:
17、1、通过超声波焊机和超声焊接头组成的超声焊接机构实现了对滤网进行自动化的超声焊接处理,通过安装环座、端部安装座和内置空腔方便将电磁铁、端部磁板和支撑杆组成的磁性驱动结构进行安装,同时通过电磁铁和端部磁板的配合便于借助磁性斥力来推动支撑杆进行稳定的移动,从而使支撑杆端部的弧形限位块向内延伸,实现对滤网安装件进行夹持限制,同时通过多个弧形限位块组成的环形固定结构配合其内侧的限位凸块能够进一步保证滤网安装件安装的稳定性,从而保证滤网的焊接精度,提高其焊接质量;
18、同时通过环形线管和其内的连接线来将多个电磁铁进行连接,方便多个电磁铁进行同时启动和同步关闭,以此便于多个弧形限位块的相向或背离运动,提高了滤网安装件限位过程的便捷性。
19、2、通过导向轨道、契合滑槽和限位导块组成的限位导向结构,方便支撑台板的便捷导向滑动,通过对支撑台板的位置进行调节,便于在焊接前调整滤网安装件的限制位置,便于滤网安装件更好的进行限位安装,提高了滤网安装件安装限位和后续拆卸取拿过程的便捷性,同时通过限位槽和限位卡块组成的限位机构,使支撑台板在沿着导向轨道滑动的过程中,能够对其滑动位置进行限制,从而避免支撑台板出现滑脱的现象,便于更便捷的进行上料安装操作。
20、3、通过推拉槽、导槽、滑动板、滑座和强磁条组成的限位结构,通过滑座带动滑动板沿导槽进行导向滑动,从而使滑动板能够在推拉槽内进行便捷的伸出和收缩,以此方便通过滑动板的伸出和收缩来便捷的对支撑台板的边部进行限位和解除限制,同时通过滑动板与强磁条之间的磁性吸附连接,方便对滑动板的位置进行限制,保证支撑台板在焊接过程中的稳定性。
技术特征:
1.一种超声波滤网自动化焊接设备,包括焊接工作台(1),其特征在于:所述焊接工作台(1)的顶部安装有箱体(2),所述箱体(2)的顶部中端安装有超声波焊机(3),所述超声波焊机(3)底部连接有超声焊接头(4);
2.根据权利要求1所述的一种超声波滤网自动化焊接设备,其特征在于:所述端部磁板(10)位于内置空腔(8)内紧密契合滑动,所述电磁铁(9)通电后产生的磁性与端部磁板(10)的磁性相同;
3.根据权利要求1所述的一种超声波滤网自动化焊接设备,其特征在于:所述环形线管(14)均通过连接管与端部安装座(7)相连接,连接管内部设置有连接线,连接线与电磁铁(9)进行连接;
4.根据权利要求1所述的一种超声波滤网自动化焊接设备,其特征在于:所述焊接工作台(1)的顶部对称安装有两个导向轨道(15),所述支撑台板(5)滑动连接于导向轨道(15)的外侧,所述导向轨道(15)两侧底部均开设有契合滑槽(16),所述支撑台板(5)底部通过限位导块(17)与契合滑槽(16)之间契合导向连接;
5.根据权利要求4所述的一种超声波滤网自动化焊接设备,其特征在于:所述契合滑槽(16)的内部和限位导块(17)的底部均设置为弧形结构,所述限位导块(17)边部的限位卡块(19)在限位槽(18)内进行限位导向滑动。
6.根据权利要求4所述的一种超声波滤网自动化焊接设备,其特征在于:所述导向轨道(15)正面边端内侧开设有推拉槽(20),所述导向轨道(15)边部对应推拉槽(20)位置处开设有导槽(21),所述推拉槽(20)内侧紧密契合连接有滑动板(22),所述滑动板(22)一端连接有滑座(23),且滑座(23)位于导槽(21)内侧契合滑动,所述支撑台板(5)正面边端对应滑动板(22)位置处设置有强磁条(24)。
7.根据权利要求6所述的一种超声波滤网自动化焊接设备,其特征在于:所述滑动板(22)为铁板,且滑动板(22)紧密滑动连接于推拉槽(20)内,所述滑座(23)带动滑动板(22)沿导槽(21)内进行升降滑动。
技术总结
本技术公开了一种超声波滤网自动化焊接设备,所述支撑台板的顶部安装有安装环座,且安装环座的边端等九十度角度固定连接端部安装座,所述安装环座外侧边部安装有环形线管,本技术通过安装环座、端部安装座和内置空腔方便将电磁铁、端部磁板和支撑杆组成的磁性驱动结构进行安装,同时通过电磁铁和端部磁板的配合便于借助磁性斥力来推动支撑杆进行稳定的移动,从而使支撑杆端部的弧形限位块向内延伸,实现对滤网安装件进行夹持限制,同时通过多个弧形限位块组成的环形固定结构配合其内侧的限位凸块能够进一步保证滤网安装件安装的稳定性,从而保证滤网的焊接精度,提高其焊接质量。
技术研发人员:刘欢
受保护的技术使用者:杭州功律超声波设备有限公司
技术研发日:20230721
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!