一种充气产品的生产模具的制作方法
本技术属于充气产品生产,具体涉及一种充气产品的生产模具。
背景技术:
1、拉丝充气垫是充气垫的一种,如要在充气垫的表面设置为预定的形状,往往需要依靠其内部结构而实现;而拉丝属于充气垫的内部结构质疑,常见的拉丝排布方式有c型、o型、z型等。
2、拉丝充气垫的不同膜布之间的连接处往往采用粘接或熔接的方式进连接,粘接方式受到胶水质量的影响,容易发生粘贴不牢,继而影响充气垫的气密性;而熔接方式受到熔接温度、熔接面积、熔接时间等因素的影响,容易造成各个熔接部位强度不统一,影响充气垫的使用,为此,有必要设计一种能够提高拉丝充气垫熔接可靠性的生产模具。
技术实现思路
1、为了解决现有充气产品熔接的问题,本方案提供了一种充气产品的生产模具。
2、本实用新型所采用的技术方案为:
3、一种充气产品的生产模具,充气产品包括盖膜布、底膜布和侧膜布;盖膜布设置于底膜布上方;侧膜布呈环带状且侧膜布的上沿和下沿分别与盖膜布和底膜布的边沿熔接;
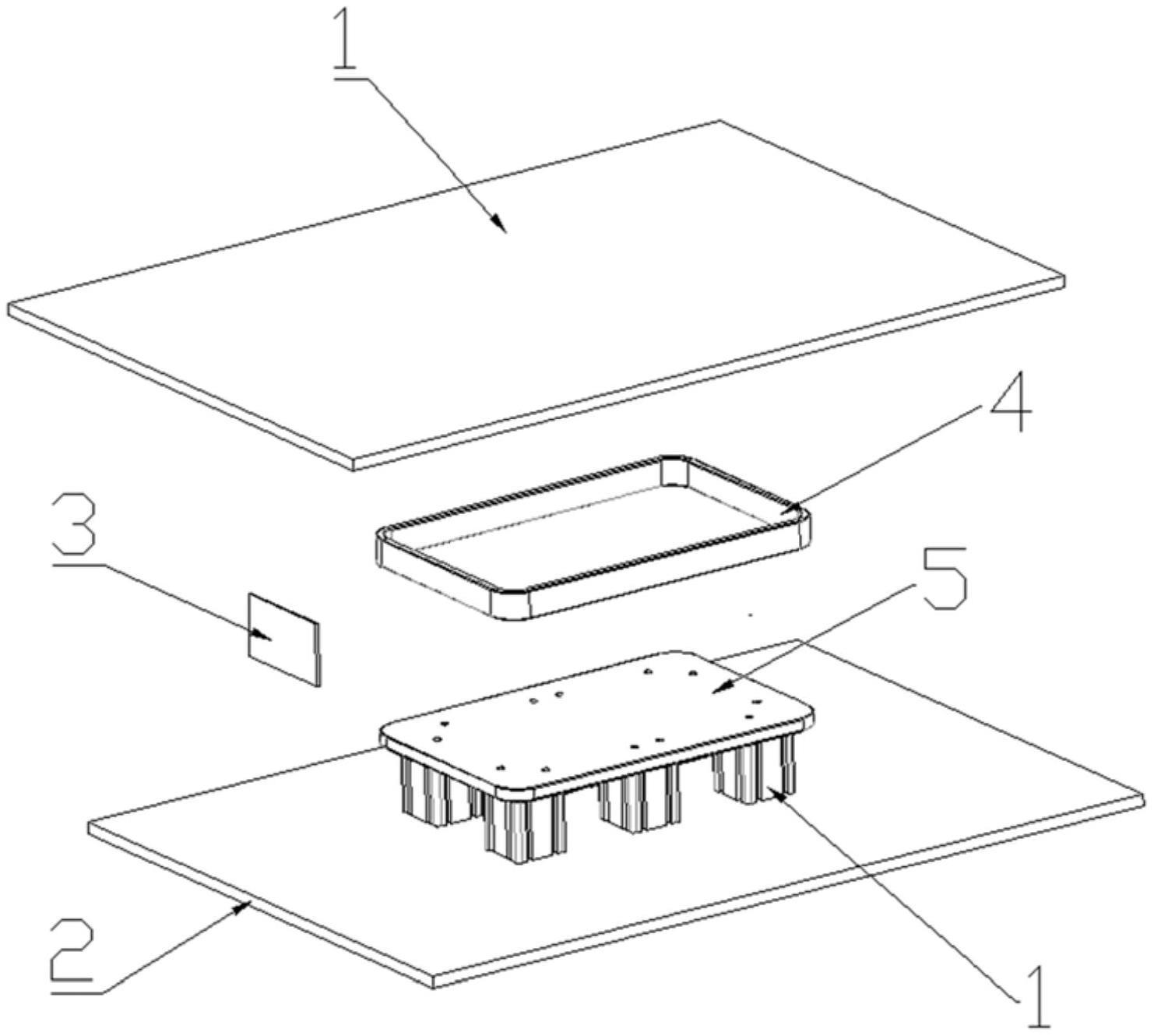
4、所述生产模具包括底模和封边框模;所述底模为带圆形倒角的方板结构,在底模的底部设置有支撑柱,所述底模的上表面用于盖膜布和底膜布的放置,且底模能够由侧膜布环套;所述封边框模为带圆形倒角的方框结构;该封边框模的下端面平整并能够覆盖到盖膜布或底膜布与侧膜布衔接的部位的上方,从而在高频电场下利用封边框模对侧膜布的上沿和下沿进行熔接。
5、作为上述生产模具的备选结构或补充设计:底模的外缘形状与封边框模相同。
6、作为上述生产模具的备选结构或补充设计:所述封边框模采用金属材料制成;比如封边框模采用铝合金材料制成。
7、作为上述生产模具的备选结构或补充设计:生产模具还包括有对齐板,对齐板用于控制底模与封边框模的边沿的对齐。
8、作为上述生产模具的备选结构或补充设计:拉丝充气垫还包括上织网布、拉丝丝体和下织网布;上织网布设置于下织网布上方且两者之间通过若干拉丝丝体连接进行连接;盖膜布粘贴在上织网布的上表面;底膜布粘贴在下织网布的下表面。
9、作为上述生产模具的备选结构或补充设计:所述盖膜布、底膜布和侧膜布采用pvc膜或tpu膜。
10、作为上述生产模具的备选结构或补充设计:所述侧膜布上安装有气咀。
11、作为上述生产模具的备选结构或补充设计:熔接时,侧膜布的上沿与盖膜布衔接部位为宽度为10mm-15mm的环形区域,侧膜布的下沿与底膜布衔接部位也为宽度为10mm-15mm的环形区域。
12、作为上述生产模具的备选结构或补充设计:所述拉丝丝体的长度为6cm-8cm。
13、作为上述生产模具的备选结构或补充设计:侧膜布的不同分段之间通过倾斜于其长度方向的接口进行拼接。
14、本实用新型的有益效果为:本方案中通过底模将拉丝充气垫所用零部件在熔接时撑起一定的高度,从而方便于熔接部位的对准,利用封边框模对衔接部位进行统一的熔接,也能够提高熔接部位的一致性,从而提高熔接部位的质量,保证气密性。
技术特征:
1.一种充气产品的生产模具,其特征在于:充气产品包括盖膜布(13)、底膜布(10)和侧膜布(11);盖膜布(13)设置于底膜布(10)上方;侧膜布(11)呈环带状且侧膜布(11)的上沿和下沿分别与盖膜布(13)和底膜布(10)的边沿熔接;
2.根据权利要求1所述的充气产品的生产模具,其特征在于:底模(5)的外缘形状与封边框模(4)相同。
3.根据权利要求2所述的充气产品的生产模具,其特征在于:封边框模(4)采用铝合金材料制成。
4.根据权利要求2所述的充气产品的生产模具,其特征在于:生产模具还包括有对齐板(3),对齐板(3)用于控制底模(5)与封边框模(4)的边沿的对齐。
5.根据权利要求1-4任意一项所述的充气产品的生产模具,其特征在于:拉丝充气垫还包括上织网布(7)、拉丝丝体(8)和下织网布(9);上织网布(7)设置于下织网布(9)上方且两者之间通过若干拉丝丝体(8)连接进行连接;盖膜布(13)粘贴在上织网布(7)的上表面;底膜布(10)粘贴在下织网布(9)的下表面。
6.根据权利要求5所述的充气产品的生产模具,其特征在于:所述盖膜布(13)、底膜布(10)和侧膜布(11)采用pvc膜或tpu膜。
7.根据权利要求5所述的充气产品的生产模具,其特征在于:所述侧膜布(11)上安装有气咀(12)。
8.根据权利要求5所述的充气产品的生产模具,其特征在于:熔接时,侧膜布(11)的上沿与盖膜布(13)衔接部位为宽度为10mm-15mm的环形区域,侧膜布(11)的下沿与底膜布(10)衔接部位也为宽度为10mm-15mm的环形区域。
9.根据权利要求5所述的充气产品的生产模具,其特征在于:所述拉丝丝体(8)的长度为6cm-8cm。
10.根据权利要求5所述的充气产品的生产模具,其特征在于:侧膜布(11)的不同分段之间通过倾斜于其长度方向的接口进行拼接。
技术总结
本技术属于充气产品生产技术领域,具体涉及一种充气产品的生产模具,包括底模和封边框模;所述底模为带圆形倒角的方板结构,在底模的底部设置有支撑柱,所述底模的上表面用于盖膜布和底膜布的放置,且底模能够由侧膜布环套;所述封边框模为带圆形倒角的方框结构;该封边框模的下端面平整并能够覆盖到盖膜布或底膜布与侧膜布衔接的部位的上方,从而在高频电场下利用封边框模对侧膜布的上沿和下沿进行熔接。本方案中通过底模将拉丝充气垫所用零部件在熔接时撑起一定的高度,从而方便于熔接部位的对准,利用封边框模对衔接部位进行统一的熔接,也能够提高熔接部位的一致性,从而提高熔接部位的质量,保证气密性。
技术研发人员:夏永辉,潘志旺,韩晓青
受保护的技术使用者:浙江大自然户外用品股份有限公司
技术研发日:20230721
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!