一种三层式多穴密封圈模压模具的制作方法
本技术涉及模具,尤其涉及一种三层式多穴密封圈模压模具。
背景技术:
1、橡胶密封圈主要由上、下模板模压而成,如公告号为cn215320069u的中国实用新型专利公开的一种o型密封圈模具,上、下模板活动连接,上模板与下模板之间为密封圈模腔。密封圈成型后通常会产生毛边,而毛边会导致密封圈密封不严实,现有技术中一般采用拆边机去除毛边,但是由于毛边形状不规律,仅通过拆边机对密封圈无法将毛边去除干净,后期仍需另外手动处理产品毛边,较为耗时,生产效率低。
技术实现思路
1、本实用新型的目的在于提供一种三层式多穴密封圈模压模具,用以解决现有密封圈毛边去除不到位的问题。
2、为了解决上述问题,本实用新型采用以下技术方案:
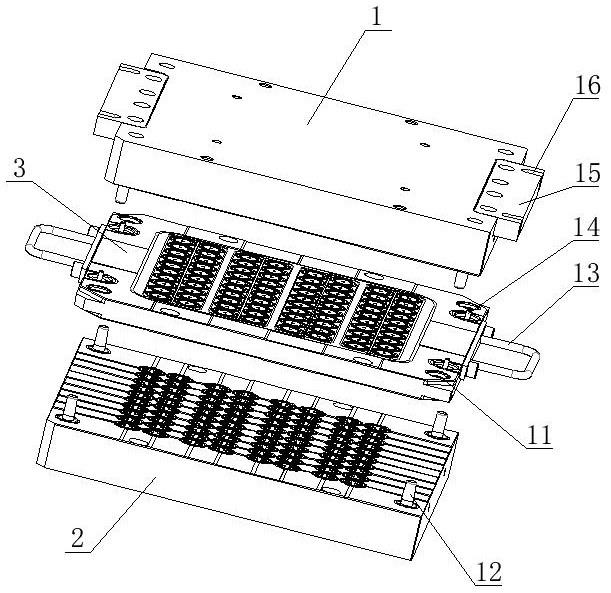
3、一种三层式多穴密封圈模压模具,包括上模、下模,上模的下表面和下模的上表面对应设置有多个成型槽,成型槽为环形结构,上模与下模之间还设置有中模,中模的上表面和下表面均设置有多个成型槽,所述成型槽成列设置,且每两列为一组,每个成型槽的内圈和外圈相邻处均设置有方便去除毛边的撕边槽,分别为内侧撕边槽和外侧撕边槽;
4、中模的上表面和下表面中,同组内两列成型槽之间设置有连接槽,每组外周环绕有内支撑槽,各个内支撑槽的外周共同环绕有外支撑槽,外支撑槽与外界联通有通气槽,连接槽与内支撑槽、外支撑槽依次联通,同组内两列外侧撕边槽均与连接槽相联通,同组内单列相邻两个外侧撕边槽相联通;
5、上模的下表面与中模的上表面对位后、下模的上表面与中模的下表面对位后分别形成密封圈模腔。
6、可选地,上模和下模均开设有定位孔,中模的上表面和下表面分别安装有与定位孔相配合的定位柱。
7、可选地,中模的两端可拆卸地固定有手柄,中模靠近两端的位置还设置有定位销,上模和下模的两端均安装有定位块,定位块上开设有与定位销相配合的u型槽。
8、可选地,上模的下表面和下模的上表面均设置有纵向导流槽和横向导流槽,纵向导流槽与横向导流槽的相交点与各成型槽的中心一一对应。
9、采用上述技术方案,本实用新型具有以下优点:
10、本实用新型通过上、下模与中模配合使用,在空间上增加了密封圈模腔的数量,增加了完成一次模压后的密封圈产品数量,有效提高了生产效率,同时,本实用新型通过外侧撕边槽和内侧撕边槽使附着在密封圈产品上的毛边更易去除,省去后续另外再花时间来处理毛边的过程,提高了密封圈产品的质量,也大大提高了生产效率。
技术特征:
1.一种三层式多穴密封圈模压模具,包括上模、下模,上模的下表面和下模的上表面对应设置有多个成型槽,成型槽为环形结构,其特征在于:上模与下模之间还设置有中模,中模的上表面和下表面均设置有多个成型槽,所述成型槽成列设置,且每两列为一组,每个成型槽的内圈和外圈相邻处均设置有方便去除毛边的撕边槽,分别为内侧撕边槽和外侧撕边槽;
2.根据权利要求1所述的一种三层式多穴密封圈模压模具,其特征在于:上模和下模均开设有定位孔,中模的上表面和下表面分别安装有与定位孔相配合的定位柱。
3.根据权利要求1所述的一种三层式多穴密封圈模压模具,其特征在于:中模的两端可拆卸地固定有手柄,中模靠近两端的位置还设置有定位销,上模和下模的两端均安装有定位块,定位块上开设有与定位销相配合的u型槽。
4.根据权利要求1所述的一种三层式多穴密封圈模压模具,其特征在于:上模的下表面和下模的上表面均设置有纵向导流槽和横向导流槽,纵向导流槽与横向导流槽的相交点与各成型槽的中心一一对应。
技术总结
本技术公开了一种三层式多穴密封圈模压模具,包括上模、中模、下模,中模上表面和下表面均设置有多个成型槽,成型槽成列设置,且每两列为一组,每个成型槽的内圈和外圈相邻处分别设有内侧撕边槽和外侧撕边槽;中模的上表面和下表面中,同组内两列成型槽之间设置有连接槽,每组外周环绕有内支撑槽,各个内支撑槽外周共同环绕有外支撑槽,外支撑槽与外界联通有通气槽,连接槽与内支撑槽、外支撑槽联通,同组内两列外侧撕边槽均与连接槽相联通,同组内单列相邻两个外侧撕边槽相联通;上模下表面与中模上表面对位后、下模上表面与中模下表面对位后分别形成密封圈模腔。本技术能够解决现有密封圈毛边去除不到位的问题。
技术研发人员:姚永刚
受保护的技术使用者:河南方亿密封科技有限公司
技术研发日:20230724
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!