一种注塑模架组装系统的制作方法
本技术涉及注塑加工,具体指一种注塑模架组装系统。
背景技术:
1、注塑模架作为生产加工模具的骨架,广泛应用于塑料、橡胶等行业,一般的注塑模架均包括上模、下模、导柱、回程杆等多个元件,在投入使用前需要将多个部件进行组装,目前的组装过程需要针对各元件设置相应的加工设备,部分元件组装完成后需要转运至下一设备继续进行组装加工,由于需要组装的元件数量多且任意两个元件之间的安装方法均不形同,因此需要确保安装角度一致,但是在转运过程中不可避免的会对元件角度造成影响,而且还存在将元件错误安装的风险,此外,现有组装过程的多个设备之间不能相互配合,且过程不可控,由此产品组装过程中连接配合程度以及自动化程度较低,从而严重影响了组装效率和质量。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中组装过程效率低、各设备之间配合度低进而影响良品率的问题,提供一种能够高效安装且配合程度高的注塑模架组装系统。
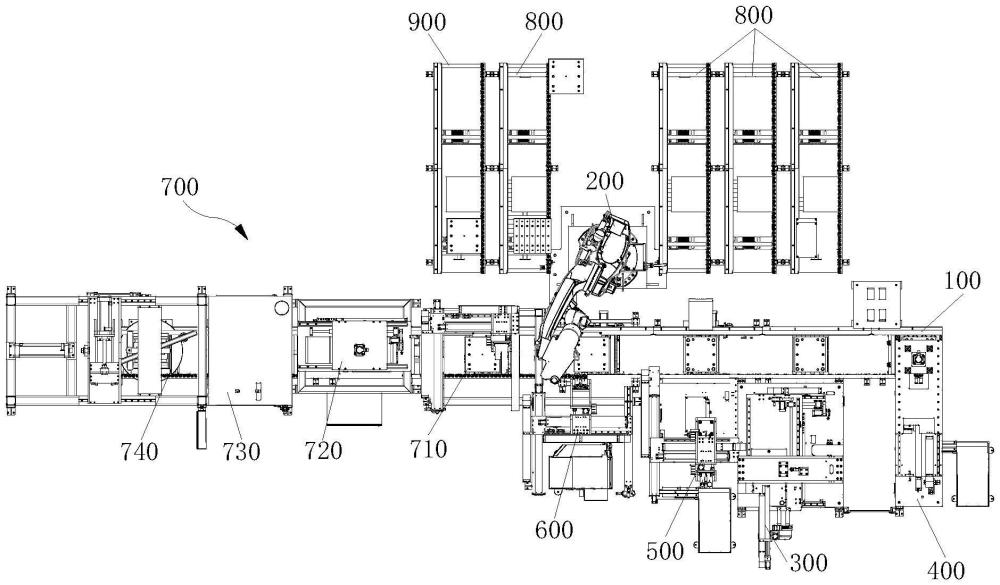
2、为解决上述技术问题,本实用新型提供了一种注塑模架组装系统,包括:控制装置;传输装置,所述传输装置连接所述控制装置且沿产品运输方向移动;搬运机构,所述搬运机构设置于所述传输装置一侧,其连接所述控制装置;沿所述传输装置移动方向依次设有分别连接所述控制装置的上料机构、导柱安装机构、合模机构、回程杆安装机构、工字板安装机构以及下料机构。
3、在本实用新型的一个实施例中,其还包括后处理机构,所述后处理机构设置于所述传输装置末端,包括沿所述传输装置依次设置的开合模检测装置、标识装置、喷油装置以及打包装置。
4、在本实用新型的一个实施例中,所述导柱安装机构包括相互连接的导柱上料组件以及导柱安装组件。
5、在本实用新型的一个实施例中,所述导柱安装组件包括第一挤压板以及第一驱动器,所述第一驱动器连接所述第一挤压板且驱动所述第一挤压板升降移动。
6、在本实用新型的一个实施例中,所述合模机构包括合模工位、上模搬运组件以及模组安装组件,其中,所述上模安装组件移动设置于所述传输装置和所述合模工位之间,所述合模工位连接于所述模组安装组件内。
7、在本实用新型的一个实施例中,所述模组安装组件包括第二驱动器以及连接所述第二驱动器工作端的第二挤压板,所述第二挤压板设置于所述模组安装组件顶部且在所述第二驱动器的驱动下往复升降移动。
8、在本实用新型的一个实施例中,所述回程杆安装机构包括回程杆上料组件、回程杆搬运组件以及回程杆安装组件,其中,所述回程杆搬运组件移动设置于所述回程杆上料组件及所述回程杆安装组件之间,所述回程杆上料组件设置于远离所述传输装置一侧。
9、在本实用新型的一个实施例中,所述回程杆安装组件还包括回程杆驱动器以及回程杆承载台,所述回程杆驱动器连接所述回程杆安装组件,所述回程杆承载台设置于所述回程杆安装组件内部。
10、在本实用新型的一个实施例中,所述工字板安装机构包括工字板承载台、工字板安装组件以及第二连接件上料组件,其中,所述工字板承载台设置于所述工字板安装组件内部,所述第二连接件上料组件设置于远离所述传输装置一侧,所述搬运机构在所述第二连接件上料组件及所述工字板安装组件之间移动。
11、在本实用新型的一个实施例中,所述搬运机构为机械手,所述控制装置至少包括十二个控制模块。
12、本实用新型的上述技术方案相比现有技术具有以下优点:
13、本实用新型所述的注塑模架组装系统通过分别连接于控制装置的传输装置、搬运机构、上料机构、导柱安装机构、合模机构、回程杆安装机构、工字板安装机构以及下料机构实现了对注塑机模架中多个元件的完整组装加工,不仅能够在各个环节进行稳定转运,还能够限定元件安装顺序,从而避免错装的问题,最关键的是,本系统的多个设备之间布局合理,且能够相互配合,自动推进,提高系统自动化程度的同时还提高了组装的效率和质量。
技术特征:
1.一种注塑模架组装系统,其特征在于:包括:
2.根据权利要求1所述的注塑模架组装系统,其特征在于:其还包括后处理机构,所述后处理机构设置于所述传输装置末端,包括沿所述传输装置依次设置的开合模检测装置、标识装置、喷油装置以及打包装置。
3.根据权利要求1所述的注塑模架组装系统,其特征在于:所述导柱安装机构包括相互连接的导柱上料组件以及导柱安装组件。
4.根据权利要求3所述的注塑模架组装系统,其特征在于:所述导柱安装组件包括第一挤压板以及第一驱动器,所述第一驱动器连接所述第一挤压板且驱动所述第一挤压板升降移动。
5.根据权利要求1所述的注塑模架组装系统,其特征在于:所述合模机构包括合模工位、上模搬运组件以及模组安装组件,其中,所述上模安装组件移动设置于所述传输装置和所述合模工位之间,所述合模工位连接于所述模组安装组件内。
6.根据权利要求5所述的注塑模架组装系统,其特征在于:所述模组安装组件包括第二驱动器以及连接所述第二驱动器工作端的第二挤压板,所述第二挤压板设置于所述模组安装组件顶部且在所述第二驱动器的驱动下往复升降移动。
7.根据权利要求1所述的注塑模架组装系统,其特征在于:所述回程杆安装机构包括回程杆上料组件、回程杆搬运组件以及回程杆安装组件,其中,所述回程杆搬运组件移动设置于所述回程杆上料组件及所述回程杆安装组件之间,所述回程杆上料组件设置于远离所述传输装置一侧。
8.根据权利要求7所述的注塑模架组装系统,其特征在于:所述回程杆安装组件还包括回程杆驱动器以及回程杆承载台,所述回程杆驱动器连接所述回程杆安装组件,所述回程杆承载台设置于所述回程杆安装组件内部。
9.根据权利要求1所述的注塑模架组装系统,其特征在于:所述工字板安装机构包括工字板承载台、工字板安装组件以及第二连接件上料组件,其中,所述工字板承载台设置于所述工字板安装组件内部,所述第二连接件上料组件设置于远离所述传输装置一侧,所述搬运机构在所述第二连接件上料组件及所述工字板安装组件之间移动。
10.根据权利要求1所述的注塑模架组装系统,其特征在于:所述搬运机构为机械手,所述控制装置至少包括十二个控制模块。
技术总结
本技术提供一种注塑模架组装系统,包括:控制装置;传输装置,传输装置连接控制装置且沿产品运输方向移动;搬运机构,搬运机构设置于传输装置一侧移动,其连接控制装置;沿传输装置移动方向依次设置且分别连接控制装置的上料机构、导柱安装机构、合模机构、回程杆安装机构、工字板安装机构以及下料机构。本注塑模架组装系统通过分别连接于控制装置的传输装置、搬运机构、上料机构、导柱安装机构、合模机构、回程杆安装机构、工字板安装机构以及下料机构实现了对注塑机模架的完整组装加工,不仅能够避免错装的问题,还能够使多个设备之间相互配合,自动推进,进而提高系统自动化程度的同时还提高了组装的效率和质量。
技术研发人员:郭兆举
受保护的技术使用者:苏州弘瀚自动化科技有限公司
技术研发日:20230728
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!