一种模具滑块结构的制作方法
本技术涉及模具,具体提供一种模具滑块结构。
背景技术:
1、注塑产品因为其结构需要可能存在二次开模的需要,多次开模的模具其复杂度要明显高于一次开模。
2、目前,根据产品结构特征要求,产品倒扣出模方向不同,产品需用2个滑块或多次开模来实现脱模,现有技术中多采用两套机构,两套滑块来实现。或者采用一套装置但是要两步骤开启。这类机构比较复杂,模具体积变大,成本上升,可靠性下降。
3、因成型机吨位限制要求,在生产中模具的体积不宜过大。因此需要设计一种简化的滑块结构,简化模具结构,既要保证产品脱模的完整性,同时又要结构简单实用。
技术实现思路
1、为了达到产品结构要求的同时、节省空间、简化模具结构、提高效率,减少模具修模频率,本实用新型提供了一种模具滑块结构。
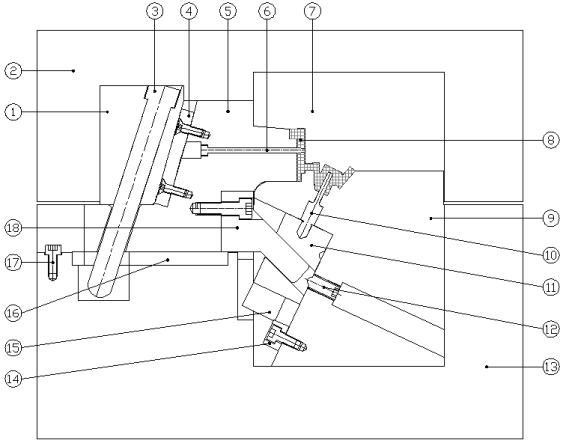
2、一种模具滑块结构,所述滑块结构包括滑块铲基、斜导柱、基座a、拨块、基座b;斜导柱装在铲基上,斜导柱斜插嵌入基座a中,拨块一端连接在基座a上,另一端翻折角度后斜嵌入基座b中;在开模过程中斜导柱带动基座a退出,同时带动拨块运动,完成基座b退出。
3、进一步的,所述基座a和滑块镶针连接,所述基座b和滑块镶件连接,滑块镶针和滑块镶件从不同角度嵌合在产品上。
4、进一步的,所述滑块结构安装在前模仁和后模仁上。
5、进一步的,所述滑块结构、前模仁和后模仁安装在a板和b板围合的区域内。
6、进一步的,所述后模仁上有限位波珠,安装基座b通过限位波珠定位在后模仁上。
7、进一步的,所述后模仁通过上压块及挡块装入b板。
8、进一步的,所述滑块镶针的背部,基座a上安装有耐磨块。
9、进一步的,所述b板上沿安装有底部耐磨块。
10、进一步的,所述基座a安装在b板上,所述铲基装入a板。
11、进一步的,所述b板在底部耐磨块外侧有限位螺丝。
12、和现有技术相比,本实用新型具有如下有益效果:此滑块结构优化,简化了模具结构,这个滑块结构在保证产品脱模的完整性同时,节省组装、节省空间、结构稳定、简化模具结构、提高效率,也大大降低了成本。
技术特征:
1.一种模具滑块结构,其特征在于,所述滑块结构包括滑块铲基(1)、斜导柱(3)、基座a(5)、拨块(18)、基座b(11);斜导柱(3)装在铲基(1)上,斜导柱(3)斜插嵌入基座a(5)中,拨块(18)一端连接在基座a(5)上,另一端翻折角度后斜嵌入基座b(11)中;在开模过程中斜导柱(3)带动基座a(5)退出,同时带动拨块(18)运动,完成基座b(11)退出。
2.根据权利要求1所述模具滑块结构,其特征在于,所述基座a(5)和滑块镶针(6)连接,所述基座b(11)和滑块镶件(10)连接,滑块镶针(6)和滑块镶件(10)从不同角度嵌合在产品上。
3.根据权利要求1所述模具滑块结构,其特征在于,所述滑块结构安装在前模仁(7)和后模仁(9)上。
4.根据权利要求1所述模具滑块结构,其特征在于,所述滑块结构、前模仁(7)和后模仁(9)安装在a板(2)和b板(13)围合的区域内。
5.根据权利要求3或4所述模具滑块结构,其特征在于,所述后模仁(9)上有限位波珠(12),安装基座b(11)通过限位波珠(12)定位在后模仁(9)上。
6.根据权利要求4所述模具滑块结构,其特征在于,所述后模仁(9)通过上压块(15)及挡块(14)装入b板(13)。
7.根据权利要求2所述模具滑块结构,其特征在于,所述滑块镶针(6)的背部,基座a(5)上安装有耐磨块(4)。
8.根据权利要求4所述模具滑块结构,其特征在于,所述b板(13)上沿安装有底部耐磨块(16)。
9.根据权利要求8所述模具滑块结构,其特征在于,所述基座a(5)安装在b板(13)上,所述铲基(1)装入a板(2)。
10.根据权利要求8所述模具滑块结构,其特征在于,所述b板在底部耐磨块(16)外侧有限位螺丝(17)。
技术总结
本技术公开了一种模具滑块结构,所述滑块结构包括滑块铲基、斜导柱、基座A、拨块、基座B;斜导柱装在铲基上,斜导柱斜插嵌入基座A中,拨块一端连接在基座A上,另一端翻折角度后斜嵌入基座B中;在开模过程中斜导柱带动基座A退出,同时带动拨块运动,完成基座B退出。此滑块结构优化,简化了模具结构,这个滑块结构在保证产品脱模的完整性同时,节省组装、节省空间、结构稳定、简化模具结构、提高效率,也大大降低了成本。
技术研发人员:段卫华,吕伟
受保护的技术使用者:昆山大全凯帆精密模具有限公司
技术研发日:20230808
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!