一种RTM模具的辅助加热结构的制作方法
本申请一般涉及树脂基复合材料成型设备,具体涉及一种rtm模具的辅助加热结构。
背景技术:
1、树脂传递模塑(resin transfer moulding,简称rtm)是玻璃纤维增强塑料(fiberglass reinforced plastic,frp)的主要成型工艺之一。rtm是先将增强织物置于模具中形成一定的形状,再将树脂注射进入模具、浸渍纤维并固化的复合材料生产工艺。rtm为闭模操作系统,其最大特点是污染小,另外,在制品可设计性、可方向性增强、制品综合性能方面,rtm都要优于斤状模塑料(sheet molding compounds,smc)和团状模塑料(bulkmolding compound,bmc)。
2、目前,在加热固化成型工序过程中,通常采用固化炉或者温油机加热rtm模具型腔中的胶液原料,使其固化形成复合材料制品。但是,在使用温油机加热前,需要在现有的模具模板上进行钻孔,再布设油管,利用油管与温油机连接;由于不同模具的规格不同,所使用的油管数量和布局也存在差异,当某些模具型腔内部空间很大时,油管的数量和布设最为复杂,若仅仅使用少量油管且其布设稀疏,直接会影响固化成型的效率与制品的质量。因此,我们提出一种rtm模具的辅助加热结构用以解决上述问题。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种提高成型效率与制品质量,拆装简便,结构美观且易于实现的rtm模具的辅助加热结构。
2、本申请提供一种rtm模具的辅助加热结构,包括:
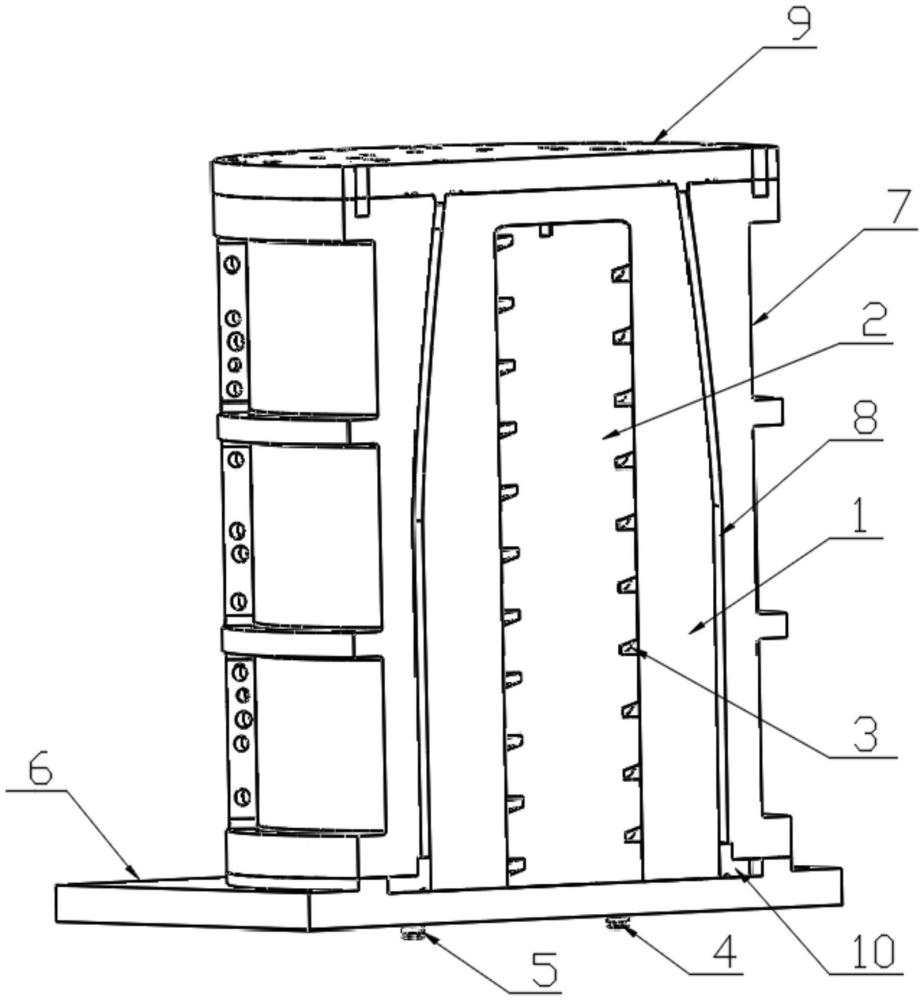
3、模具本体,所述模具本体包括:芯模,所述芯模具有安装空间;
4、油芯,所述油芯设置在所述安装空间内,且所述油芯外壁与所述安装空间内壁面接触;
5、导油凹槽,所述导油凹槽开设在所述油芯上,且所述导油凹槽的槽口朝向所述安装空间内壁;所述导油凹槽和所述安装空间内壁共同形成导油管路;
6、所述导油管路一端设有进油嘴,所述进油嘴用于和温油机的出油端连接;所述导油管路的另一端设有出油嘴,所述出油嘴用于和温油机的进油端连接。
7、根据本申请提供的技术方案,所述导油凹槽具有:
8、第一凹槽段和第二凹槽段,二者开设于所述油芯侧壁,且所述第一凹槽段和所述第二凹槽段并行盘绕在所述油芯的侧壁;
9、第三凹槽段,所述第三凹槽段开设于所述油芯顶部;所述第三凹槽段一端和所述第一凹槽段连通,其另一端和第二凹槽段连通。
10、根据本申请提供的技术方案,所述模具本体还包括:
11、底板,所述底板与所述芯模以及所述油芯底部连接;
12、外模,所述外模套设在所述芯模上,且所述外模与所述芯模、所述底板之间形成成型腔。
13、根据本申请提供的技术方案,所述成型腔远离所述底板的一侧还开设有注入口,且所述注入口和所述成型腔连通;所述注入口处设置有盖板。
14、根据本申请提供的技术方案,所述底板上还开设有两个分别对应所述进油嘴和所述出油嘴设置的通孔,所述通孔用于容纳相应的所述进油嘴或者所述出油嘴贯穿。
15、根据本申请提供的技术方案,所述底板与所述芯模、所述油芯的接触处设置有密封垫。
16、根据本申请提供的技术方案,所述模具本体还包括:辅助脱模组件;
17、所述辅助脱模组件包括:
18、顶出件,所述顶出件位于所述成型腔靠近所述底板的一侧;所述顶出件和所述外模、所述底板以及所述芯模面接触;
19、驱动件,所述驱动件设置在所述底板远离所述芯模的一侧,且所述驱动件的驱动端贯穿所述底板和所述顶出件连接;
20、当所述驱动端移动时,带动所述顶出件沿第一方向运动;所述第一方向与所述底板的中心轴线平行设置。
21、综上所述,本申请公开了一种rtm模具的辅助加热结构的具体结构。本申请中,模具本体包括芯模,芯模具有安装空间,并且,安装空间内设置有油芯,油芯的外壁和安装空间内部面接触,油芯上还开设有导油凹槽,其槽口方向朝向安装空间内壁设置,导油凹槽和安装空间内壁共同形成导油管路,进一步地,导油管路一端设有进油嘴,其另一端设有出油嘴。在使用时,进油嘴和温油机的出油端连接,出油嘴和温油机的进油端连接,温油机中的加热油经由出油端、进油嘴进入到导油管路中,加热油在导油管路中流动,再由出油嘴、进油端回到温油机中,直至rtm模具中的胶液原料加热固化后成型,则停止加热。
22、相较于现有的将所有加热管路全部布置在rtm模具表面的方式,本申请将导油管路内置于安装空间中,在保证加热效果的同时最大程度上减少rtm模具外接管路的数量,扩大了rtm模具周围的操作空间,更加方便后续脱模操作。
技术特征:
1.一种rtm模具的辅助加热结构,其特征在于,包括:
2.根据权利要求1所述的一种rtm模具的辅助加热结构,其特征在于,所述导油凹槽(3)具有:
3.根据权利要求1所述的一种rtm模具的辅助加热结构,其特征在于,所述模具本体还包括:
4.根据权利要求3所述的一种rtm模具的辅助加热结构,其特征在于,所述成型腔(8)远离所述底板(6)的一侧还开设有注入口,且所述注入口和所述成型腔(8)连通;所述注入口处设置有盖板(9)。
5.根据权利要求3所述的一种rtm模具的辅助加热结构,其特征在于,所述底板(6)上还开设有两个分别对应所述进油嘴(4)和所述出油嘴(5)设置的通孔,所述通孔用于容纳相应的所述进油嘴(4)或者所述出油嘴(5)贯穿。
6.根据权利要求3所述的一种rtm模具的辅助加热结构,其特征在于,所述底板(6)与所述芯模(1)、所述油芯(2)的接触处设置有密封垫。
7.根据权利要求3-6任一项所述的一种rtm模具的辅助加热结构,其特征在于,所述模具本体还包括:辅助脱模组件;
技术总结
本申请公开了一种RTM模具的辅助加热结构,涉及树脂基复合材料成型设备技术领域。该辅助加热结构包括:模具本体,模具本体包括:芯模,芯模具有安装空间;油芯,油芯设置在安装空间内,且油芯外壁与安装空间内壁面接触;导油凹槽,导油凹槽开设在油芯上,且导油凹槽的槽口朝向安装空间内壁;导油凹槽和安装空间内壁共同形成导油管路;导油管路一端设有进油嘴,进油嘴用于和温油机的出油端连接;导油管路的另一端设有出油嘴,出油嘴用于和温油机的进油端连接。本申请将导油管路内置于安装空间中,在保证加热效果的同时最大程度上减少RTM模具外接管路的数量,扩大了RTM模具周围的操作空间,更加方便后续脱模操作。
技术研发人员:刘加祥,张洪波,安鹏,宋明,胡红凯,刘洪皓,杨雨潜,辛朝波
受保护的技术使用者:廊坊市飞泽复合材料科技有限公司
技术研发日:20230809
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!