一种提高换装效率的模具结构的制作方法
本技术涉及模具,尤其涉及一种提高换装效率的模具结构。
背景技术:
1、一套模具上存在多个差异较小的同类型产品,只需更换少部分模具零件便可以注塑成型出不同结构的产品。而在更换部分模具零件(也称“换装模具”)时,按照目前标准的换模方式,都需要将后模整体拆卸后才能将新零件的再组装。但是,此种方式在多种产品结构同模切换生产过程中,会使钳工拆卸后模结构的工时远超于更换零件的工时,即有效工时被重复繁琐的工时浪费。
2、而造成需要频繁操作拆卸后模的原因在于顶针的组装。具体而言,目前常规模具结构如图1所述,包括b板1,后模仁组件2和后模顶针3,其中,b板1上设有第一顶针孔11和用于容纳后模仁组件2的型腔12,而后模仁组件2上设置有与所述第一顶针孔11对应的第二顶针孔21;即b板1和后模仁组件2分别设置有第一顶针孔11和第二顶针孔21,且一一对应,组装时,后模顶针3依次穿过b板1和后模仁组件2,实现后模顶针3在模具中的功能。
3、上述模具中,由于第一顶针孔11大于第二顶针孔21的直径,后模仁组件2在不拆卸后模的情况下,后模仁组件2与后模顶针3因相互间无精定位导向,导致后模顶针3无法准确穿入后模仁组件2的第二顶针孔21内,从而导致换模效率较低。
技术实现思路
1、本实用新型的目的就在于提供一种提高换装效率的模具结构,以解决上述问题。
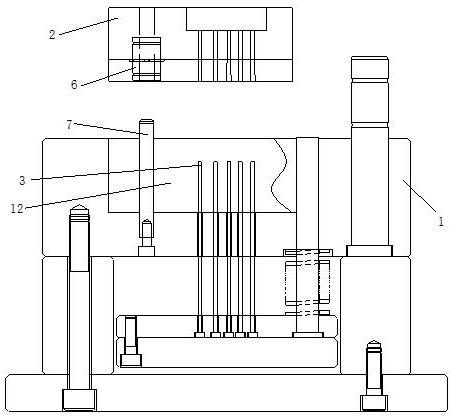
2、为了实现上述目的,本实用新型采用的技术方案是这样的:一种提高换装效率的模具结构,包括相互配合的b板和后模仁组件,在所述后模仁组件上设置有顶针孔,所述顶针孔包括顶针定位段和顶针避空段;在所述后模仁组件的四个角的位置设置还有至少两个定位套,在所述b板上设置与所述定位套对应的定位销。
3、作为优选的技术方案:所述顶针定位段在靠近型腔侧,定位段高度为10mm-20mm,顶针定位段的孔直径与顶针配合,按照国标公差设置,以此避免与顶针之间存在间隙;在顶针定位段下端为顶针避空段,顶针避空段直径比顶针定位段大0.5mm-1.0mm。而传统的结构中,b板的顶针孔没有设置配合段,即b板的顶针孔与顶针有无配合段是本申请与传统结构的主要差异。
4、作为优选的技术方案:所述精定位套在后模仁组件的四个角分别设置一个,共计四个。定位更准确。
5、采用上述结构,解决了模具后模仁组件顶针孔与后模顶针精确定位问题,减少重复繁琐的工作,实现快速更换模具成型零件。
6、与现有技术相比,本实用新型的优点在于:本实用新型提供的模具结构在换装时的便利度较高,大大节省钳工拆装模具的有效工时,显著提高换装效率。
技术特征:
1.一种提高换装效率的模具结构,包括相互配合的b板(1)和后模仁组件(2),其特征在于:在所述后模仁组件(2)上设置有顶针孔(21),所述顶针孔(21)包括顶针定位段(4)和顶针避空段(5);在所述后模仁组件(2)的四个角的位置还设置有至少两个定位套(6),在所述b板(1)上设置与所述定位套(6)对应的定位销(7)。
2.根据权利要求1所述的一种提高换装效率的模具结构,其特征在于:所述顶针定位段(4)的高度为10mm-20mm,顶针定位段(4)的孔直径与后模顶针配合;所述顶针避空段(5)的直径比顶针定位段大0.5mm-1mm。
3.根据权利要求1所述的一种提高换装效率的模具结构,其特征在于:所述定位套(6)在后模仁组件(2)的四个角分别设置一个,共计四个。
技术总结
本技术公开了一种提高换装效率的模具结构,属于模具技术领域,包括相互配合的B板(1)和后模仁组件(2),其特征在于:在所述后模仁组件(2)上设置有顶针孔(21),所述顶针孔(21)包括顶针定位段(4)和顶针避空段(5);在所述后模仁组件(2)的四个角的位置还设置有至少两个定位套(6),在所述B板(1)上设置与所述定位套(6)对应的定位销(7);本技术提供的模具结构在换装时的便利度较高,大大节省钳工拆装模具的有效工时,显著提高换装效率。
技术研发人员:冯宁瑜,王清涛
受保护的技术使用者:四川华睿智连电子科技有限公司
技术研发日:20230815
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!