一种改善溢胶的轮胎模具的制作方法
【】本技术属于轮胎模具,具体涉及一种改善溢胶的轮胎模具。
背景技术
0、
背景技术:
1、轮胎在硫化时,活络模具的花纹块通过向心机构进行合拢并与侧板进行配合,形成型腔,在花纹块与侧板配合时,可能将胎胚胶料夹在分型面处,另外在硫化时,胎胚胶料在高温高压的作用下,会被挤压到分型面处,形成较薄的胶边,如果不及时清除,这种胶边易掉落在后续生产的轮胎上,影响轮胎的质量,若胶边未掉落在模具分型面处长期积累,还会影响轮胎模具的精度。
2、现有模具延模具周向分布若干半径为0.6-1.2mm的点式导胶槽,但在轮胎硫化后仍有部分胶料被挤到花纹块与胎侧板的分型面处形成胶边,胶边残留在模具上,这种胶边在后续硫化时易掉落在轮胎上形成胶边杂质。为处理残留胶边,需增大模具清理的频次,这样会导致生产效率下降及劳动强度增加,另外随着模具使用时间的增长,模具胶边杂质会积累的越来越多,导致模具的装配精度发生偏差。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是提供一种改善溢胶的轮胎模具,以解决现有模具在轮胎硫化后胶边残留在模具上,在后续硫化时在轮胎上会形成胶边杂质的问题。
2、本实用新型采用以下技术方案:一种改善溢胶的轮胎模具,轮胎模具包括多个花纹块,各个花纹块的上端接触设置有一上胎侧板,各个花纹块的下端接触设置有一下胎侧板;上胎侧板上与花纹块接触的表面为侧板分型面,花纹块上与上胎侧板接触的表面为花纹块分型面;
3、其中,沿着侧板分型面、靠近轮胎模具内部的一侧设置有第一楔形槽,和/或,沿着每个花纹块分型面、靠近轮胎模具内部的一侧设置有第二楔形槽;
4、第一楔形槽、第二楔形槽的开口方向均朝向轮胎模具内部,第一楔形槽与第二楔形槽的截面均为三角形或梯形;
5、第一楔形槽和/或第二楔形槽,用于在胎胚轮胎硫化时,供胶料流入,流入的胶料在硫化后随着轮胎一起脱模。
6、进一步的,第一楔形槽的截面为梯形时,在侧板分型面上还设置有与第一楔形槽连通的第一存胶槽。
7、进一步的,第二楔形槽的截面为梯形时,在花纹块分型面上还设置有与第二楔形槽连通的第二存胶槽。
8、进一步的,第一楔形槽与第二楔形槽的截面尺寸为:斜边长度为6-15mm,上边宽度为0.3-1.0mm,下边宽度为0-0.2mm。
9、进一步的,存胶槽为环状或点状。
10、本实用新型的有益效果是:模具改善后,胎胚硫化时,胶料进入该楔形槽和/或第二楔形槽中,在硫化后随着轮胎一起脱模,防止了模具上胶边的残留,改善了轮胎外观、减少胶边杂质,同时可以防止在花纹块与侧板的分型面处胶边的形成及积累,保证模具和设备的平行度,防止过量胶料导致模具中心变形。
技术特征:
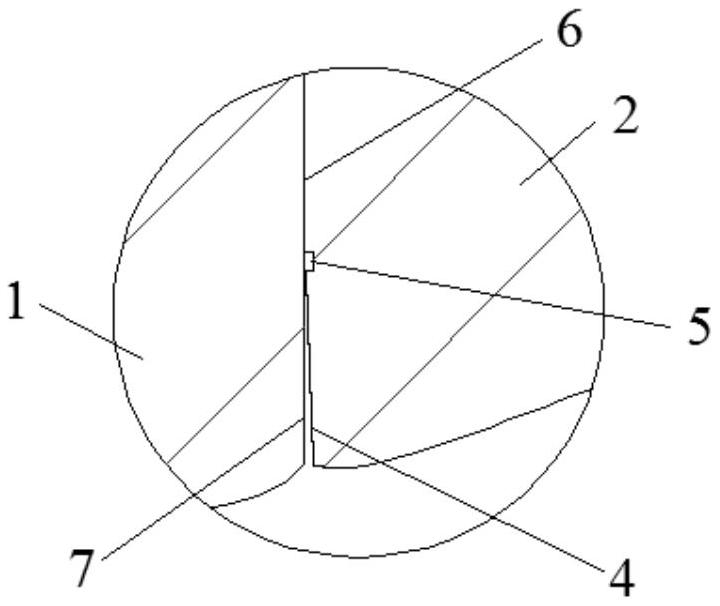
1.一种改善溢胶的轮胎模具,其特征在于,所述轮胎模具包括多个花纹块(1),各个所述花纹块(1)的上端接触设置有一上胎侧板(2),各个所述花纹块(1)的下端接触设置有一下胎侧板(3);所述上胎侧板(2)上与所述花纹块(1)接触的表面为侧板分型面(6),所述花纹块(1)上与所述上胎侧板(2)接触的表面为花纹块分型面(7);
2.如权利要求1所述的一种改善溢胶的轮胎模具,其特征在于,所述第一楔形槽(4)的截面为梯形时,在所述侧板分型面(6)上还设置有与所述第一楔形槽(4)连通的第一存胶槽(5)。
3.如权利要求1或2所述的一种改善溢胶的轮胎模具,其特征在于,所述第二楔形槽(8)的截面为梯形时,在所述花纹块分型面(7)上还设置有与所述第二楔形槽(8)连通的第二存胶槽(9)。
4.如权利要求3所述的一种改善溢胶的轮胎模具,其特征在于,所述第一楔形槽(4)与所述第二楔形槽(8)的截面尺寸为:斜边长度为6-15mm,上边宽度为0.3-1.0mm,下边宽度为0-0.2mm。
5.如权利要求2所述的一种改善溢胶的轮胎模具,其特征在于,所述第一存胶槽(5)为环状或点状。
技术总结
本技术公开了一种改善溢胶的轮胎模具,轮胎模具包括多个花纹块,各个花纹块的上端接触设置有一上胎侧板,各个花纹块的下端接触设置有一下胎侧板;其中,沿着侧板分型面、靠近轮胎模具内部的一侧设置有第一楔形槽,和/或,沿着每个花纹块分型面、靠近轮胎模具内部的一侧设置有第二楔形槽;第一楔形槽、第二楔形槽的开口方向均朝向轮胎模具内部,第一楔形槽与第二楔形槽的截面均为三角形或梯形;第一楔形槽和/或第二楔形槽,用于在胎胚轮胎硫化时,供胶料流入,流入的胶料在硫化后随着轮胎一起脱模。其解决了现有模具在轮胎硫化后,会有胶边残留在模具上,再次硫化时在轮胎上会形成胶边杂质的问题。
技术研发人员:常素玲,李凤威,雷振,景永博,田巍娟,袁奂馨,肖春
受保护的技术使用者:陕西延长石油集团橡胶有限公司
技术研发日:20230817
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!