一种巨胎、工程胎胎胚生产用潜伏式工装的制作方法
本技术涉及胎胚输送,具体是一种巨胎、工程胎胎胚生产用潜伏式工装。
背景技术:
1、目前现有的巨胎、工程胎在胎胚成型完成后,胎胚立放在u形胎胚车或布兜车上,通常会在胎胚内部增加胎胚撑避免胎胚变形,但子口位置没有设置支撑从而造成子口位置受到重力影响而产生变形,使得硫化完成后的动平衡精度不理想,且在胎胚立放时,因为胶料自身存在重量,导致胎胚成型后立放的胎胚变形较大,使得硫化完成后圈口位置的工艺精度不达标从而成为废次品。此外,目前行业内使用的平放和立放两种胎胚车生产的斜交轮胎动平衡精度均较低,只能通过人工推动或使用,无法配合智能物流生产,造成劳动强度较高,不利于智能化发展,且对企业的人力、物力资源造成浪费,不利于企业的成本管理。
2、基于此,现在提供一种巨胎、工程胎胎胚生产用潜伏式工装,可以消除现有装置存在的弊端。
技术实现思路
1、本实用新型的目的在于提供一种巨胎、工程胎胎胚生产用潜伏式工装,以解决背景技术中的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
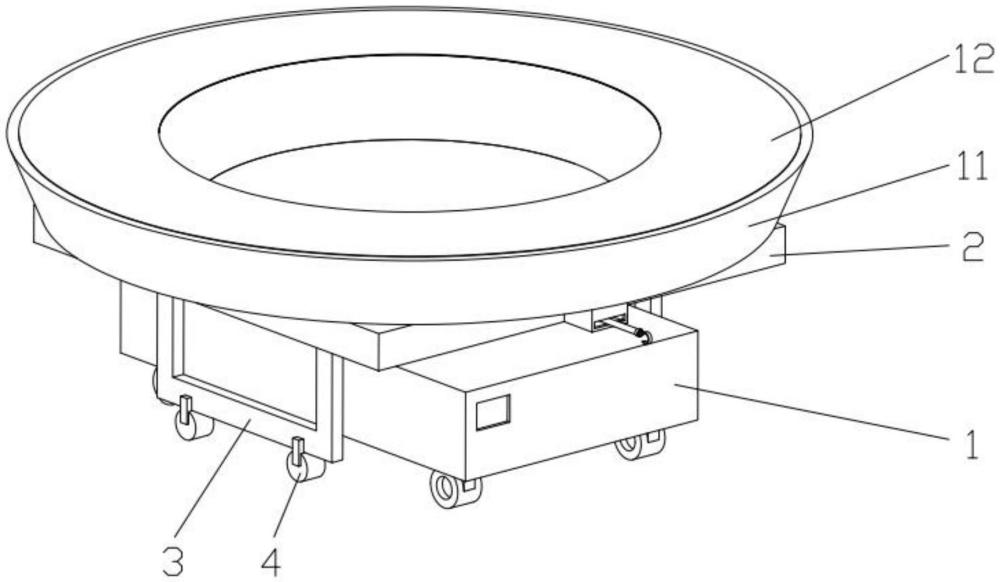
3、一种巨胎、工程胎胎胚生产用潜伏式工装,包括用于与潜伏式agv小车顶部的托举装置相配合的工装架体,所述工装架体设置为方形框架,所述工装架体下端对称设置有支撑架,所述支撑架的下端设置有脚轮,牵引机构,所述牵引机构设置在工装架体的一侧,定位机构,所述定位机构设置在工装架体的上端。
4、优选的,所述牵引机构包括牵引盒,所述牵引盒内部设置有储绳仓,所述储绳仓内部安装有转轴,所述转轴上设有牵引绳。
5、优选的,所述定位机构包括定中架,所述定中架与工装架体固定连接,所述定中架的上端设置有不锈钢板。
6、优选的,所述支撑架的两侧外壁与工装架体的底部之间设置有加强板。
7、优选的,所述牵引盒上设置有开口,所述牵引绳的一端固定设置在转轴上,所述牵引绳的另一端通过开口延伸至牵引盒外侧。
8、优选的,所述牵引盒远离工装架体的一侧设置有卡合开关。
9、优选的,所述牵引绳的伸出牵引盒的一端上设置有卡勾。
10、优选的,所述定中架设置为环形。
11、相较于现有技术,本实用新型的有益效果如下:
12、1、本实用新型通过设置牵引机构,使得牵引绳能够收纳至牵引盒内部,通过设置卡勾与脚轮,便于企业在智能物流调试阶段中进行叉车牵引;
13、2、本实用新型通过设置环形的定中架,并在顶部铺设不锈钢板作为胎胚的支撑,使机械手可以准确在成型工序和硫化工序过程中完成轴心找正,避免胎胚与圆弧不能完全同心,造成胎胚变形;
14、3、本实用新型通过潜伏式agv小车、工装架体、支撑架、脚轮、牵引机构、定位机构之间的相互配合,使得在满足使用功能要求的同时,能够配合智能物流使用,使得胎胚车定位精度更加准确,减少胎胚变形问题,提高巨胎、工程胎胎胚的质量。
技术特征:
1.一种巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,包括用于与潜伏式agv小车(1)顶部的托举装置相配合的工装架体(2),所述工装架体(2)设置为方形框架,所述工装架体(2)下端对称设置有支撑架(3),所述支撑架(3)的下端设置有脚轮(4);
2.根据权利要求1所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述牵引机构包括牵引盒(5),所述牵引盒(5)内部设置有储绳仓(6),所述储绳仓(6)内部安装有转轴(7),所述转轴(7)上设有牵引绳(8)。
3.根据权利要求1所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述定位机构包括定中架(11),所述定中架(11)与工装架体(2)固定连接,所述定中架(11)的上端设置有不锈钢板(12)。
4.根据权利要求1所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述支撑架(3)的两侧外壁与工装架体(2)的底部之间设置有加强板(13)。
5.根据权利要求2所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述牵引盒(5)上设置有开口,所述牵引绳(8)的一端固定设置在转轴(7)上,所述牵引绳(8)的另一端通过开口延伸至牵引盒(5)外侧。
6.根据权利要求2所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述牵引盒(5)远离工装架体(2)的一侧设置有卡合开关(9)。
7.根据权利要求2所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述牵引绳(8)远离牵引盒(5)的一端上设置有卡勾(10)。
8.根据权利要求3所述的巨胎、工程胎胎胚生产用潜伏式工装,其特征在于,所述定中架(11)设置为环形。
技术总结
本技术公开了一种巨胎、工程胎胎胚生产用潜伏式工装,涉及胎胚输送技术领域,该潜伏式工装包括用于与潜伏式AGV小车顶部的托举装置相配合的工装架体,所述工装架体设置为方形框架,所述工装架体下端对称设置有支撑架,所述支撑架的下端设置有脚轮,牵引机构设置在工装架体的一侧,定位机构设置在工装架体的上端。本技术通过设置牵引机构,使得牵引绳能够收纳至牵引盒内部,通过设置卡勾与脚轮,便于企业在智能物流调试阶段中进行叉车牵引,通过设置环形的定中架,并在顶部铺设不锈钢板作为胎胚的支撑,使机械手可以准确在成型工序和硫化工序过程中完成轴心找正,避免胎胚与圆弧不能完全同心,造成胎胚变形。
技术研发人员:王锋,傅鹏,邱少杰,冯岩鹏,孙基元
受保护的技术使用者:山东玲珑机电有限公司
技术研发日:20230817
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!