一种多规格近视镜片的制造模具的制作方法
本技术涉及近视镜片注塑,特别涉及一种多规格近视镜片的制造模具。
背景技术:
1、普通镜片的注塑工艺,在注塑过程中,通过调整模仁厚度到所需镜片厚度,然后关闭模腔,在高压作用下,使受热熔化的树脂材料射入模具型腔,经冷却固化后,得到成型镜片。
2、由于近视镜片是属于中间凹,两边凸的凹透镜,原材料从进料口挤进去后,会先沿着较厚的镜片外围流动,最后流入到达中间较薄的部分。当料从两边流向周侧汇合,再流向中间时,由于原材料流动时间过长导致原材料温度降低,因此,流向中间过程会出现两条明显的熔接线,这样注塑出来的镜片不良率很高,导致生产成本增加,而且近视度数越高,相对中心厚度来说,镜片的周边会越厚,注塑难度也越高。
3、另一种加工方法是先注塑出固定规格的镜片毛坯,再通过磨具磨出合适的度数,得到所需度数的近视镜片,而并非直接注塑出所需度数的近视镜片,但此方式生产磨掉的部分也造成浪费,生产成本仍然较高,而且多了一道生产工序,生产加工过程不够简便。
技术实现思路
1、本实用新型的目的在于提供一种多规格近视镜片的制造模具,前后模仁之间可形成不同厚度的型腔,通过压缩型腔带动原材料流动,从而降低产生熔接线的可能性,提高成型镜片的良品率。
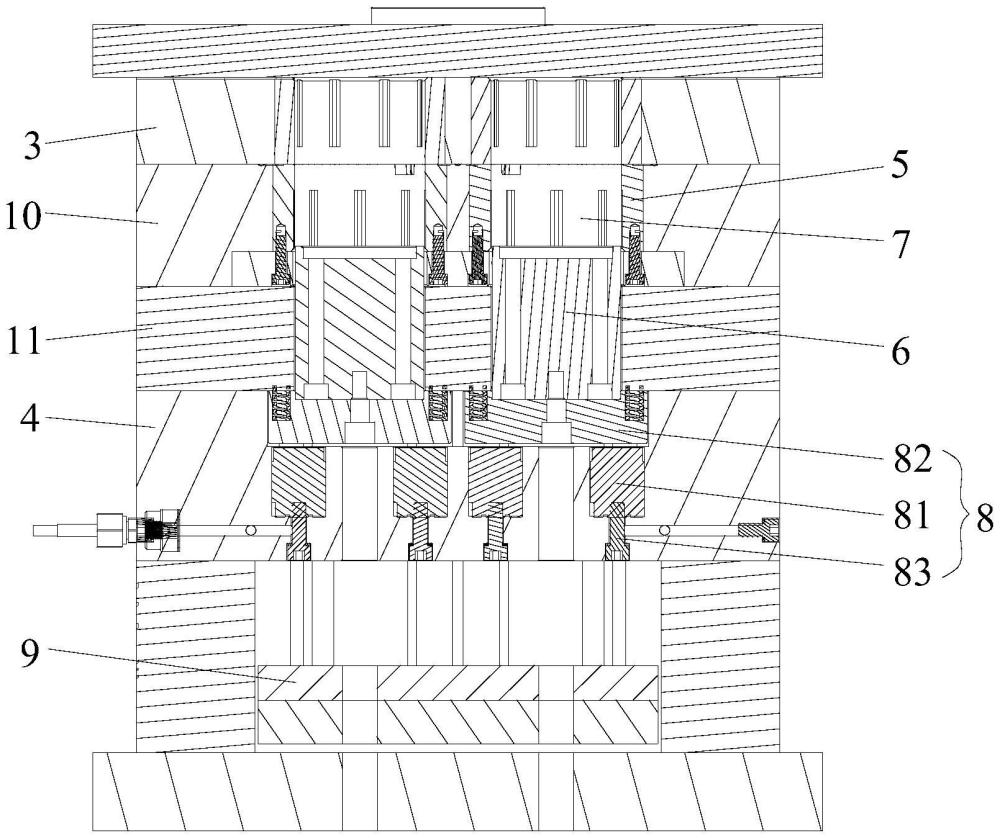
2、为达成上述目的,本实用新型的解决方案为:一种多规格近视镜片的制造模具,所述模具为卧式,包括前模架、后模架、以及模仁,所述模仁包括前模仁和后模仁,前模仁固定设置在前模架上,后模仁通过模仁驱动组件活动设置在后模架上,后模仁嵌至在前模仁内,二者之间形成供镜片原材料注入的型腔,模仁驱动组件驱动后模仁在前模仁内前后移动,以形成不同厚度的型腔;
3、所述后模仁上设有顶出机构,所述顶出机构用于顶出型腔内的成型镜片。
4、进一步,所述顶出机构包括支撑脚、顶针、顶针板以及固定板,所述支撑脚支撑于固定板与后模架之间,顶针的后端固定在顶针板上,前端延伸至模仁,并可在模仁构成的型腔内伸缩,用于顶出成型镜片。
5、进一步,所述模仁驱动组件包括驱动板和油缸,驱动板连接油缸和后模仁,油缸通过推动驱动板驱动后模仁移动。
6、进一步,还包括前模仁板和后模仁板,前模仁板上设有供前模仁穿设的前模仁孔,后模仁板上设有供后模仁穿设的后模仁孔。
7、进一步,所述模仁的数量为多组,具有不同内径,且可更换式安装在模架上,从而形成不同内径的型腔。
8、进一步,所述模仁制成镜片的直径范围为60-100mm,厚度范围为1.0-14.50mm。
9、进一步,所述模仁制成镜片的光度范围为-50度至-1000度。
10、采用上述方案后,本实用新型的有益效果在于:
11、在注入前的模具调节步骤中,先按所需镜片的规格选择对应规格的模仁,并组装调试模架及模仁,使前模仁和后模仁形成的型腔厚度比所需的镜片的厚度大2-4cm,随后调节注塑参数,将熔化的原材料注入型腔中,接着后模仁移动,使型腔的厚度压缩至所需镜片的厚度,然后进行保压、冷却、固化,从而得到成型镜片。
12、区别于现有的将模仁直接设置为所需镜片的厚度,本实用新型先将型腔的厚度调节至大于所需的镜片的厚度,在注入原材料后,通过移动模仁、压缩型腔,使熔融原材料整体被带动而重新流动,进而能够减少产生熔接线的可能性,有效提高成型镜片的良品率。
技术特征:
1.一种多规格近视镜片的制造模具,其特征在于:所述模具为卧式,包括前模架、后模架、以及模仁,所述模仁包括前模仁和后模仁,前模仁固定设置在前模架上,后模仁通过模仁驱动组件活动设置在后模架上,后模仁嵌至在前模仁内,二者之间形成供镜片原材料注入的型腔,模仁驱动组件驱动后模仁在前模仁内前后移动,以形成不同厚度的型腔;
2.如权利要求1所述的一种多规格近视镜片的制造模具,其特征在于:所述顶出机构包括支撑脚、顶针、顶针板以及固定板,所述支撑脚支撑于固定板与后模架之间,顶针的后端固定在顶针板上,前端延伸至模仁,并可在模仁构成的型腔内伸缩,用于顶出成型镜片。
3.如权利要求1所述的一种多规格近视镜片的制造模具,其特征在于:所述模仁驱动组件包括驱动板和油缸,驱动板连接油缸和后模仁,油缸通过推动驱动板驱动后模仁移动。
4.如权利要求1所述的一种多规格近视镜片的制造模具,其特征在于:还包括前模仁板和后模仁板,前模仁板上设有供前模仁穿设的前模仁孔,后模仁板上设有供后模仁穿设的后模仁孔。
5.如权利要求1所述的一种多规格近视镜片的制造模具,其特征在于:所述模仁的数量为多组,具有不同内径,且可更换式安装在模架上,从而形成不同内径的型腔。
6.如权利要求1所述的一种多规格近视镜片的制造模具,其特征在于:所述模仁制成镜片的直径范围为60-100mm,厚度范围为1.0-14.50mm。
7.如权利要求1所述的一种多规格近视镜片的制造模具,其特征在于:所述模仁制成镜片的光度范围为-50度至-1000度。
技术总结
本技术公开一种多规格近视镜片的制造模具,所述模具为卧式,包括前模架、后模架、前模仁以及后模仁,前模仁固定设置在前模架上,后模仁通过模仁驱动组件活动设置在后模架上,后模仁嵌至在前模仁内,二者之间形成供镜片原材料注入的型腔,模仁驱动组件驱动后模仁在前模仁内前后移动,以形成不同厚度的型腔;所述后模仁上设有顶出机构,所述顶出机构用于顶出型腔内的成型镜片。前后模仁之间可形成不同厚度的型腔,通过压缩型腔带动原材料流动,从而降低产生熔接线的可能性,提高成型镜片的良品率。
技术研发人员:程河清,周杨,俞灿强
受保护的技术使用者:厦门腾诺光学科技有限公司
技术研发日:20230817
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!