一种热流道塑料成型模具的制作方法
本技术涉及注塑模具,特别是涉及一种热流道塑料成型模具。
背景技术:
1、模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法,注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件。现有的模具在进行放置嵌件时,通常是利用机械手将嵌件放入到其注塑腔中,并且需要在还未合模前进行嵌件的放置,其操作过程较为繁琐,导致其工作效率有所欠缺,同时不便于将嵌件稳定放入,导致嵌件倾斜不易定位。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型所要解决的问题是提供一种热流道塑料成型模具,以克服现有技术中注塑模具需要加入嵌件导致工作效率低的缺陷。
3、(二)技术方案
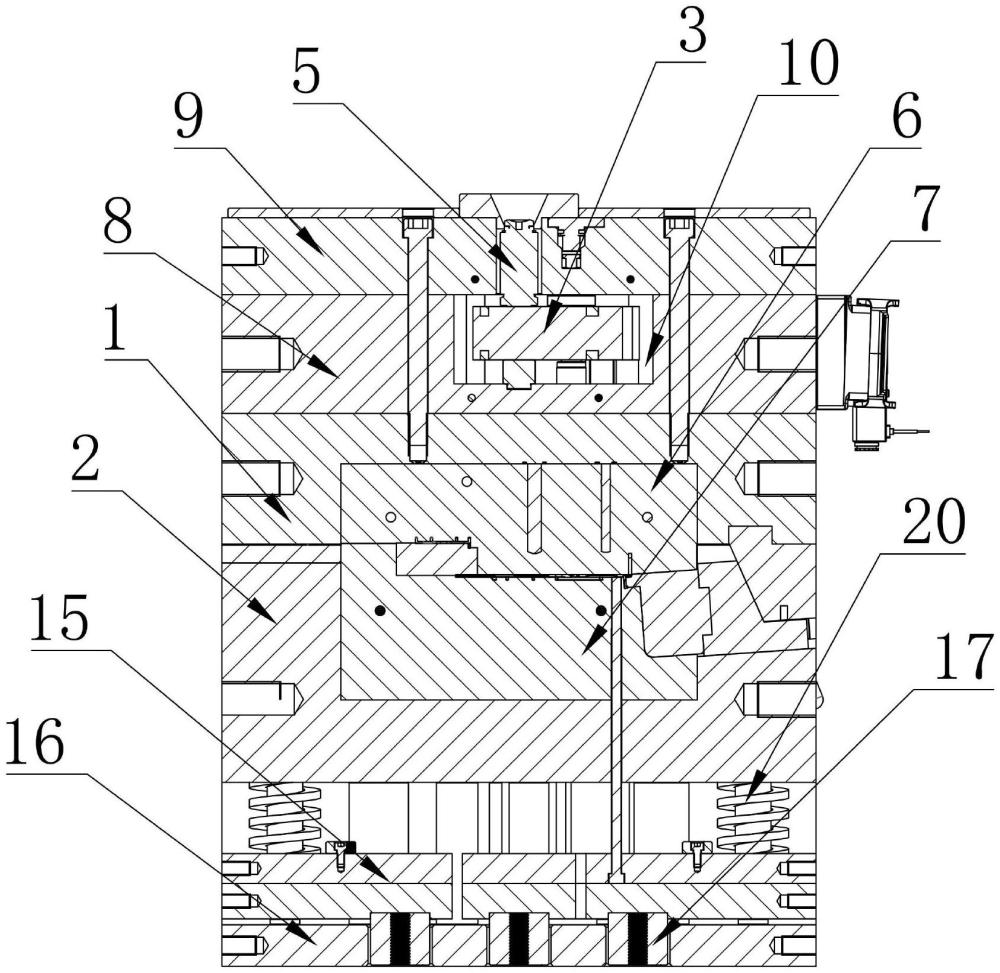
4、为解决所述技术问题,本实用新型提供一种热流道塑料成型模具,包括前模、后模和热流道组件,所述热流道组件包括热流道板和内嵌套针,所述热流道板的顶端通过注塑管连接外部注塑机,所述内嵌套针对称贯穿插装在所述热流道板内,所述注塑管通过所述热流道板内部的流道连通所述内嵌套针,所述前模与所述后模内分别设有前模仁和后模仁,所述内嵌套针的端部穿过所述前模仁且位于所述前模仁与所述后模仁之间。
5、进一步的,所述前模仁上端设有分流板与上固定板,所述分流板内设有腔体,所述热流道板安装在所述腔体内,所述注塑管穿过所述上固定板连接所述热流道板。
6、进一步的,所述后模仁的周围通过斜导向柱分别活动安装有第一挡块、第二挡块和第三挡块,所述第一挡块、第二挡块和第三挡块的一端连接所述前模仁。
7、进一步的,所述后模仁的下端设有顶针板与下固定板,所述下固定板上贯穿设有多个驱动轴,所述驱动轴抵靠在所述顶针板上且一端连接外部驱动装置。
8、进一步的,所述顶针板上固定有多个顶柱与一个顶块,所述顶柱穿过所述后模抵靠在所述前模上,所述顶块穿过所述后模与所述后模仁抵靠在所述前模仁上。
9、进一步的,所述下固定板的两端安装有导向柱,所述前模与所述后模活动安装在所述导向柱上。
10、(三)有益效果
11、本实用新型提供的一种热流道塑料成型模具,通过热流道组件直接向模仁内部注塑成型,由顶块和顶柱直接推动前模与前模仁开模,模仁处通过斜导向柱与多个挡块实现解锁,该模具在注塑时无需加入嵌件,提高了工作效率。
技术特征:
1.一种热流道塑料成型模具,包括前模(1)、后模(2)和热流道组件,其特征在于:所述热流道组件包括热流道板(3)和内嵌套针(4),所述热流道板(3)的顶端通过注塑管(5)连接外部注塑机,所述内嵌套针(4)对称贯穿插装在所述热流道板(3)内,所述注塑管(5)通过所述热流道板(3)内部的流道连通所述内嵌套针(4),所述前模(1)与所述后模(2)内分别设有前模仁(6)和后模仁(7),所述内嵌套针(4)的端部穿过所述前模仁(6)且位于所述前模仁(6)与所述后模仁(7)之间。
2.如权利要求1所述的热流道塑料成型模具,其特征在于:所述前模仁(6)上端设有分流板(8)与上固定板(9),所述分流板(8)内设有腔体(10),所述热流道板(3)安装在所述腔体(10)内,所述注塑管(5)穿过所述上固定板(9)连接所述热流道板(3)。
3.如权利要求1所述的热流道塑料成型模具,其特征在于:所述后模仁(7)的周围通过斜导向柱(11)分别活动安装有第一挡块(12)、第二挡块(13)和第三挡块(14),所述第一挡块(12)、第二挡块(13)和第三挡块(14)的一端连接所述前模仁(6)。
4.如权利要求1所述的热流道塑料成型模具,其特征在于:所述后模仁(7)的下端设有顶针板(15)与下固定板(16),所述下固定板(16)上贯穿设有多个驱动轴(17),所述驱动轴(17)抵靠在所述顶针板(15)上且一端连接外部驱动装置。
5.如权利要求4所述的热流道塑料成型模具,其特征在于:所述顶针板(15)上固定有多个顶柱(18)与一个顶块(19),所述顶柱(18)穿过所述后模(2)抵靠在所述前模(1)上,所述顶块(19)穿过所述后模(2)与所述后模仁(7)抵靠在所述前模仁(6)上。
6.如权利要求4所述的热流道塑料成型模具,其特征在于:所述下固定板(16)的两端安装有导向柱(20),所述前模(1)与所述后模(2)活动安装在所述导向柱(20)上。
技术总结
本技术提供了一种热流道塑料成型模具,包括前模、后模和热流道组件,所述热流道组件包括热流道板和内嵌套针,所述热流道板的顶端通过注塑管连接外部注塑机,所述内嵌套针对称贯穿插装在所述热流道板内,所述注塑管通过所述热流道板内部的流道连通所述内嵌套针,所述前模与所述后模内分别设有前模仁和后模仁,所述内嵌套针的端部穿过所述前模仁且位于所述前模仁与所述后模仁之间。本技术提供的一种热流道塑料成型模具,通过热流道组件直接向模仁内部注塑成型,由顶块和顶柱直接推动前模与前模仁开模,模仁处通过斜导向柱与多个挡块实现解锁,该模具在注塑时无需加入嵌件,提高了工作效率。
技术研发人员:孙策,孙立庆
受保护的技术使用者:宁波华凯电子科技有限公司
技术研发日:20230818
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!