一种用于小口径塑料管道低速生产的磁吸式口模的制作方法
本技术涉及一种口模,具体涉及一种塑料管道生产的用于小口径塑料管道低速生产的磁吸式口模。
背景技术:
1、在塑料管道生产过程中,生产线更换不同规格产品时,需要更换对应规格的口模,现有技术下口模更换过程繁琐,如图1所示,更换口模时需要拆掉6个长螺丝和口模压板,选用的口模装上后需要人力托举,再次装上口模压板和6个长螺丝,更换口模过程费时费力。
2、鉴于此,本申请设计了一种用于小口径塑料管道低速生产的磁吸式口模,新型口模上安装有六个均匀分布的强磁磁力表座,口模通过磁力与物料挤出模头连在一起,安装和拆卸口模时,只需旋转强磁磁力表座上的旋转磁力开关,便能控制强磁磁力表座的磁性,从而提高口模安装和拆卸的便利性。
技术实现思路
1、本公开的主要目的在于提供了一种用于小口径塑料管道低速生产的磁吸式口模,以有效解决发明人在上述背景技术提出的问题。
2、为达成上述目的,本实用新型采用的技术方案如下:
3、一种用于小口径塑料管道低速生产的磁吸式口模,包括口模主体和安装在挤出机上的物料挤出模头,所述口模主体的连接端与物料挤出模头的出料端紧贴在一起,所述口模主体的连接端上开设有六个呈环形阵列分布的限位孔,各个所述限位孔内均装有强磁磁力表座,所述强磁磁力表座与物料挤出模头相触,并通过磁力相连接。
4、优选的,所述强磁磁力表座的外侧安装有旋转磁力开关,且旋转磁力开关用于开关控制强磁磁力表座的吸力。
5、优选的,所述强磁磁力表座的吸力范围0-80kg,单个所述强磁磁力表座固定口模主体位置,六个所述强磁磁力表座的吸力抵抗挤出压力。
6、优选的,所述强磁磁力表座的开关端位于限位孔外,并抵触在口模主体的连接端。
7、优选的,所述口模主体内开设有流出通道,所述物料挤出模头内开设有成型通道,且成型通道与流出通道相通设定,两者的中轴线重合。
8、优选的,所述物料挤出模头的出料端开设有与口模主体相贴合的连接口,各所述强磁磁力表座均位于连接口内。
9、鉴于此,与现有技术相比,本实用新型的有益效果是:
10、本申请中,新型口模上安装有六个均匀分布的强磁磁力表座,口模主体通过磁力与物料挤出模头连在一起,安装和拆卸口模时,只需旋转强磁磁力表座上的旋转磁力开关,便能控制强磁磁力表座的磁性,从而提高口模安装和拆卸的便利性。
技术特征:
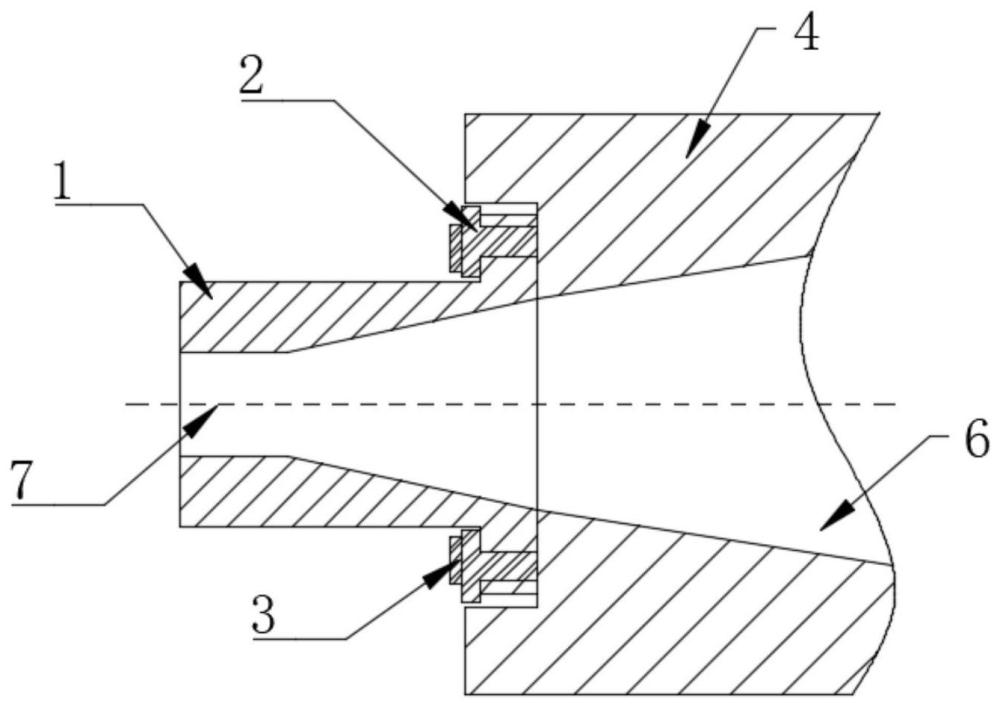
1.一种用于小口径塑料管道低速生产的磁吸式口模,其特征在于:包括口模主体(1)和安装在挤出机上的物料挤出模头(4),所述口模主体(1)的连接端与物料挤出模头(4)的出料端紧贴在一起,所述口模主体(1)的连接端上开设有六个呈环形阵列分布的限位孔(5),各个所述限位孔(5)内均装有强磁磁力表座(2),所述强磁磁力表座(2)与物料挤出模头(4)相触,并通过磁力相连接。
2.根据权利要求1所述的一种用于小口径塑料管道低速生产的磁吸式口模,其特征在于:所述强磁磁力表座(2)的外侧安装有旋转磁力开关(3),且旋转磁力开关(3)用于开关控制强磁磁力表座(2)的吸力。
3.根据权利要求2所述的一种用于小口径塑料管道低速生产的磁吸式口模,其特征在于:所述强磁磁力表座(2)的吸力范围0-80kg,单个所述强磁磁力表座(2)固定口模主体(1)位置,六个所述强磁磁力表座(2)的吸力抵抗挤出压力。
4.根据权利要求2所述的一种用于小口径塑料管道低速生产的磁吸式口模,其特征在于:所述强磁磁力表座(2)的开关端位于限位孔(5)外,并抵触在口模主体(1)的连接端。
5.根据权利要求1所述的一种用于小口径塑料管道低速生产的磁吸式口模,其特征在于:所述口模主体(1)内开设有流出通道(7),所述物料挤出模头(4)内开设有成型通道(6),且成型通道(6)与流出通道(7)相通设定,两者的中轴线重合。
6.根据权利要求4所述的一种用于小口径塑料管道低速生产的磁吸式口模,其特征在于:所述物料挤出模头(4)的出料端开设有与口模主体(1)相贴合的连接口,各所述强磁磁力表座(2)均位于连接口内。
技术总结
本技术属于口模技术领域,尤其是涉及一种用于小口径塑料管道低速生产的磁吸式口模,包括口模主体和安装在挤出机上的物料挤出模头,所述口模主体的连接端与物料挤出模头的出料端紧贴在一起,所述口模主体的连接端上开设有六个呈环形阵列分布的限位孔,各个所述限位孔内均装有强磁磁力表座,所述强磁磁力表座与物料挤出模头相触,并通过磁力相连接。本技术中,新型口模上安装有六个均匀分布的强磁磁力表座,口模主体通过磁力与物料挤出模头连在一起,安装和拆卸口模时,只需旋转强磁磁力表座上的旋转磁力开关,便能控制强磁磁力表座的磁性,从而提高口模安装和拆卸的便利性。
技术研发人员:陈厚忠
受保护的技术使用者:武汉金牛经济发展有限公司
技术研发日:20230823
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!