一种塑料瓶自动上料成型系统的制作方法
本技术涉及塑料瓶生产,具体涉及一种塑料瓶自动上料成型系统。
背景技术:
1、塑料瓶是一种生活中常用的容器,大都用于灌装食用油、酒水等液体,其生产过程是把瓶胚通过加热后进入到吹塑机内吹塑成型。现有的生产过程中,工作人员需要依次把瓶胚摆放到加热箱内加热,然后再放置到吹塑机内成型。现有的生产线存在如下问题,①工作人员需要频繁取放瓶胚,每个工位都需要手动操作一遍劳动强度大;②加热箱内温度较高,长时间在加热箱前工作会对身体造成不适。
技术实现思路
1、本实用新型的目的就是针对上述之不足,而提供一种塑料瓶自动上料成型系统。
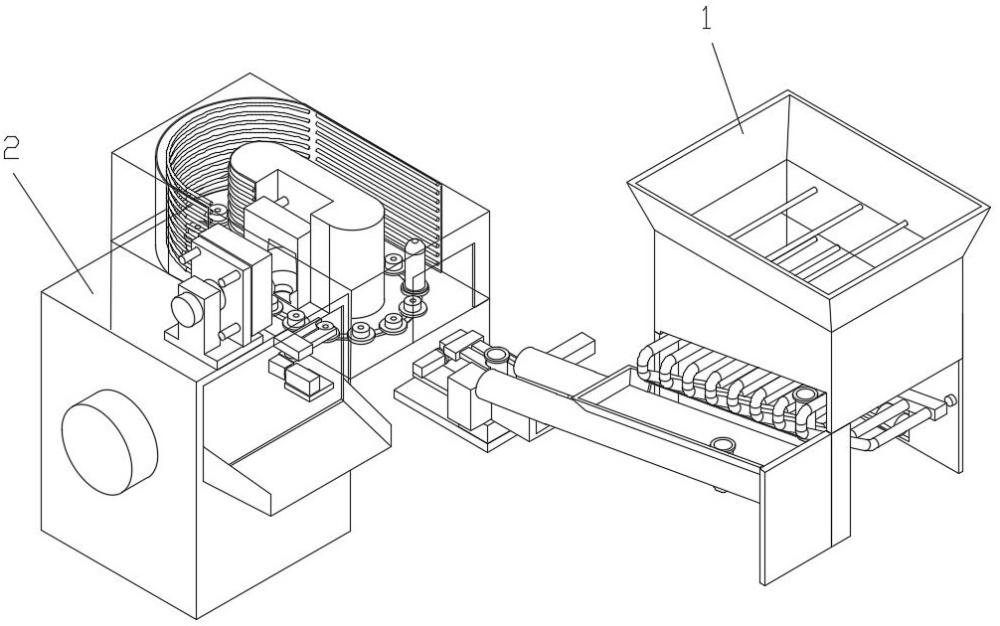
2、本实用新型包括瓶胚上料机构和吹塑成型机构,
3、瓶胚上料机构包括料斗和一对梳理上料杆,料斗的底部开口处设有分批上料装置,一对梳理上料杆呈倾斜状位于分批上料装置的出料端下方;
4、吹塑成型机构包括机座、预热箱体和吹塑机,预热箱体罩在机座顶部,预热箱体上分别开有进料口和出料口,预热箱体的进料口处设有与一对梳理上料杆出料端相配合的翻转上料装置,预热箱体的出料口处设有翻转下料装置,机座上设有环形输送装置,吹塑机的一对成型模具呈对称状安装在环形输送装置内外两侧的机座上。
5、进一步的,分批上料装置包括一组瓶胚横向梳理杆以及驱动一组瓶胚横向梳理杆抖动的驱动电机,一组瓶胚横向梳理杆活动安装在料斗的底部开口处,且瓶胚横向梳理杆的一端伸出到一对梳理上料杆的进料端上方;驱动电机安装在料斗上,并通过凸轮机构驱动一组瓶胚横向梳理杆抖动;料斗内由上至下设有多组分流杆,且每组分流杆之间的间隙由上至下依次变小。
6、优选的,瓶胚横向梳理杆为u形结构,u形结构的一端通过销轴与料斗活动连接,一组瓶胚横向梳理杆的另一端通过连接板连接,驱动电机的输出轴上设有用于推动连接板往复运动的凸轮。
7、优选的,一组瓶胚横向梳理杆呈倾斜方向排列,且倾斜方向与一对梳理上料杆的倾斜方向相同。
8、优选的,环形输送装置包括环形输送轨道,且在环形输送轨道上设有多个可转动连接的瓶胚定位座,且在瓶胚定位座上设有吹塑头,瓶胚定位座底部设有传动齿轮,机座上设有与传动齿轮相配合的环形齿条,位于环形输送轨道内外两侧的预热箱体内分别设有一组加热管,位于环形输送轨道内外两侧的机座上分别设有加热管安装板,且加热管安装板与环形输送轨道平行,加热管安装在加热管安装板上。
9、进一步的,加热管与加热管安装板之间设有间隙,加热管安装板的内侧设有反射板。
10、优选的,翻转上料装置包括第一气动滑台、第一旋转气缸和第一气动夹爪,第一气动滑台的滑块上设有瓶胚接料台,且在瓶胚接料台上设有瓶胚放置槽,靠近梳理上料杆出料端一侧的瓶胚放置槽为开口;第一气动夹爪固定安装在第一旋转气缸的转动盘上,第一气动夹爪的一对爪片位于瓶胚放置槽上方, 预热箱体顶部设有与瓶胚定位座对应的压紧气缸,第一气动滑台和第一旋转气缸均通过安装座固定在机座上。
11、优选的,翻转下料装置包括第二旋转气缸、升降气缸、第二气动夹爪和第二气动滑台,第二气动滑台通过连接板安装在机座上,第二旋转气缸安装在第二气动滑台的滑块上,升降气缸安装在第二旋转气缸的转动盘上,第二气动夹爪安装在升降气缸的活塞杆上。
12、优选的,位于预热箱体出料口一侧的机座上设有散热箱,散热箱上设有排气扇,散热箱上设有出料溜槽。
13、本实用新型优点是:瓶胚经过瓶胚上料机构自行排列整齐,通过翻转上料装置把瓶胚依次放入到吹塑成型机构内进行加热、吹塑成型,再通过翻转下料装置取下成型的塑料瓶,整个工艺能够极大的降低工作人员的劳动强度,所需人员少,节省人力成本。
技术特征:
1.一种塑料瓶自动上料成型系统,其特征在于包括瓶胚上料机构(1)和吹塑成型机构(2),
2.根据权利要求1所述的一种塑料瓶自动上料成型系统,其特征在于分批上料装置(4)包括一组瓶胚横向梳理杆(7)以及驱动一组瓶胚横向梳理杆(7)抖动的驱动电机(8),一组瓶胚横向梳理杆(7)活动安装在料斗(5)的底部开口处,且瓶胚横向梳理杆(7)的一端伸出到一对梳理上料杆(6)的进料端上方;驱动电机(8)安装在料斗(5)上,并通过凸轮机构驱动一组瓶胚横向梳理杆(7)抖动;料斗(5)内由上至下设有多组分流杆(30),且每组分流杆(30)之间的间隙由上至下依次变小。
3.根据权利要求2所述的一种塑料瓶自动上料成型系统,其特征在于瓶胚横向梳理杆(7)为u形结构,u形结构的一端通过销轴与料斗(5)活动连接,一组瓶胚横向梳理杆(7)的另一端通过连接板(31)连接,驱动电机(8)的输出轴上设有用于推动连接板(31)往复运动的凸轮。
4.根据权利要求1所述的一种塑料瓶自动上料成型系统,其特征在于一组瓶胚横向梳理杆(7)呈倾斜方向排列,且倾斜方向与一对梳理上料杆(6)的倾斜方向相同。
5.根据权利要求1所述的一种塑料瓶自动上料成型系统,其特征在于环形输送装置(9)包括环形输送轨道(15),且在环形输送轨道(15)上设有多个可转动连接的瓶胚定位座(16),且在瓶胚定位座(16)上设有吹塑头,瓶胚定位座(16)底部设有传动齿轮,机座(10)上设有与传动齿轮相配合的环形齿条(17),位于环形输送轨道(15)内外两侧的预热箱体(11)内分别设有一组加热管(18),位于环形输送轨道(15)内外两侧的机座(10)上分别设有加热管安装板(35),且加热管安装板(35)与环形输送轨道(15)平行,加热管(18)安装在加热管安装板(35)上。
6.根据权利要求5所述的一种塑料瓶自动上料成型系统,其特征在于加热管(18)与加热管安装板(35)之间设有间隙,加热管安装板(35)的内侧设有反射板。
7.根据权利要求1所述的一种塑料瓶自动上料成型系统,其特征在于翻转上料装置(13)包括第一气动滑台(40)、第一旋转气缸(41)和第一气动夹爪(42),第一气动滑台(40)的滑块上设有瓶胚接料台(43),且在瓶胚接料台(43)上设有瓶胚放置槽,靠近梳理上料杆(6)出料端一侧的瓶胚放置槽为开口;第一气动夹爪(42)固定安装在第一旋转气缸(41)的转动盘上,第一气动夹爪(42)的一对爪片位于瓶胚放置槽上方, 预热箱体(11)顶部设有与瓶胚定位座(16)对应的压紧气缸(44),第一气动滑台(40)和第一旋转气缸(41)均通过安装座固定在机座(10)上。
8.根据权利要求1所述的一种塑料瓶自动上料成型系统,其特征在于翻转下料装置(14)包括第二旋转气缸(45)、升降气缸(46)、第二气动夹爪(47)和第二气动滑台(48),第二气动滑台(48)通过连接板安装在机座(10)上,第二旋转气缸(45)安装在第二气动滑台(48)的滑块上,升降气缸(46)安装在第二旋转气缸(45)的转动盘上,第二气动夹爪(47)安装在升降气缸(46)的活塞杆上。
9.根据权利要求1所述的一种塑料瓶自动上料成型系统,其特征在于位于预热箱体(11)出料口一侧的机座(10)上设有散热箱(50),散热箱(50)上设有排气扇,散热箱(50)上设有出料溜槽(51)。
技术总结
一种塑料瓶自动上料成型系统,包括瓶胚上料机构(1)和吹塑成型机构(2),瓶胚上料机构(1)包括料斗(5)和一对梳理上料杆(6),料斗(5)的底部开口处设有分批上料装置(4),一对梳理上料杆(6)呈倾斜状位于分批上料装置(4)的出料端下方;本技术优点是:瓶胚经过瓶胚上料机构自行排列整齐,通过翻转上料装置把瓶胚依次放入到吹塑成型机构内进行加热、吹塑成型,再通过翻转下料装置取下成型的塑料瓶,整个工艺能够极大的降低工作人员的劳动强度,所需人员少,节省人力成本。
技术研发人员:许安强
受保护的技术使用者:荆门市杰乐塑料制品有限责任公司
技术研发日:20230829
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!