一种双螺杆组合结构和挤出机的制作方法
本公开涉及挤出设备的,尤其涉及一种双螺杆组合结构和挤出机。
背景技术:
1、聚甲基丙烯酸甲酯(polymethyl methacrylate,pmma),又称亚克力或有机玻璃,因具有机械强度大、密度低、透光率高、耐候性好等优异的物化性能,在建筑、照明、汽车等领域的应用越来越广泛。asa塑料是丙烯腈(a)、丙烯三酯类橡胶体(b)、苯乙烯(s)三种单体的三元共聚物,具有良好的机械性能、耐候性及防静电等优势,在机械、汽车、电子电器等领域获得了广泛的应用。因此将pmma与asa复合,可以得到性能更加优异的高分子材料。
2、pmma与asa复合通常使用双螺杆挤出机,通过熔融挤出的方式制备。双螺杆挤出机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合。双螺杆挤出机中的螺杆组合主要使用输送螺纹元件和剪切螺纹元件进行组合,合理的螺杆组合对于制备pmma与asa复合高分子材料来说有至关重要的作用。但是pmma与asa复合高分子目前没有专门适配的螺杆挤出机,常用常规设置的双螺杆挤出机进行生产,而现有的螺杆组合剪切力较强,导致pmma与asa复合高分子材料表面粗糙且内部空心,材料性能较低。
技术实现思路
1、本公开提供了一种双螺杆组合结构和挤出机,以至少解决现有技术中存在的以上技术问题。
2、根据本公开的第一方面,提供了一种双螺杆组合结构,包括:
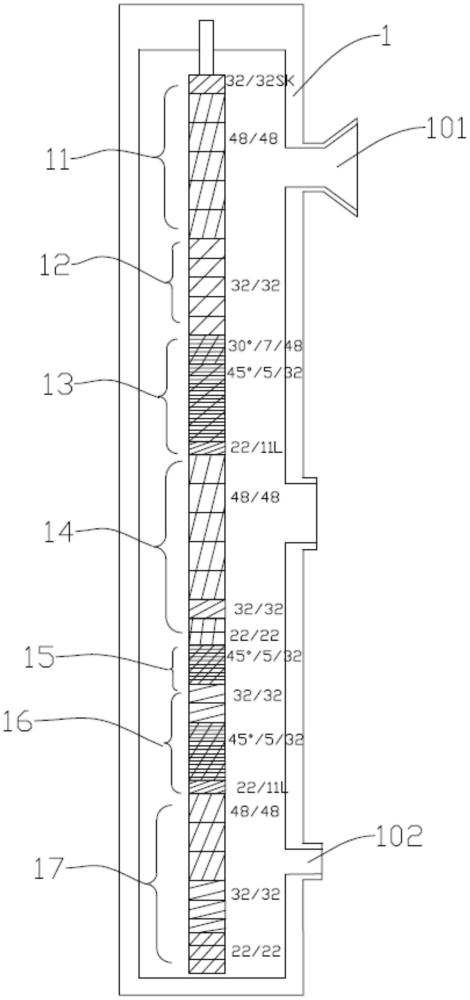
3、筒体,所述筒体包括第一端和第二端;所述筒体内设置有两个啮合的螺杆组合结构,所述螺杆组合结构沿着所述第一端至所述第二端的方向依次包括:
4、第一输送段,所述第一输送段设置在所述筒体内,用于输送物料;
5、压缩段,所述压缩段设置在所述筒体内且与所述第一输送段连接,用于压缩物料以使物料密实;
6、预塑化段,所述预塑化段设置在所述筒体内且与所述压缩段连接,用于剪切塑化物料;
7、第二输送段,所述第二输送段设置在所述筒体内且所述预塑化段连接,用于对预塑化后的物料进行挤压;
8、分散捏合段,所述分散捏合段设置在所述筒体内且与所述第二输送段连接,用于剪切分散所述第二输送段挤压的物料;
9、熔融段,所述熔融段设置在所述筒体内且与所述分散捏合段连接,用于熔融物料;
10、真空排气段,所述真空排气段设置在所述筒体内且与所述熔融段连接,用于排出水分和小分子物质;
11、其中,所述第二输送段的长度大于所述预塑化段和所述分散捏合段的长度。
12、在一可实施方式中,所述第一输送段在其延伸方向的导程/长度大于所述压缩段在其延伸方向的导程/长度。
13、在一可实施方式中,所述第一输送段在其延伸方向的导程/长度分别为32/32sk,48/48sk,48/48sk,48/48,48/48,48/48,48/48;或
14、所述第一输送段在其延伸方向的导程/长度分别为32/32sk,48/48,48/48,48/48,48/48,48/48。
15、在一可实施方式中,所述压缩段在其延伸方向的导程/长度分别为32/32,32/32,32/32,32/32,32/32。
16、在一可实施方式中,所述预塑化段在其延伸方向设置的捏合块的捏合盘错列角/捏合盘数/总长分别为30°/7/48,45°/5/32,45°/5/32,45°/5/32,45°/5/32;所述预塑化段还包括导程/长度为22/11l的螺纹元件。
17、在一可实施方式中,所述第二输送段在其延伸方向的导程/长度分别为48/48,48/48,48/48,48/48,48/48,32/32。
18、在一可实施方式中,所述第二输送段还包括导程/长度分别为22/22,22/22的螺纹元件。
19、在一可实施方式中,所述分散捏合段在其延伸方向设置的捏合块的捏合盘错列角/捏合盘数/总长分别为45°/5/32,45°/5/32。
20、在一可实施方式中,所述分散捏合段还包括捏合盘错列角/捏合盘数/总长分别为45°/5/32,60°/4/22的捏合块。
21、在一可实施方式中,所述熔融段在其延伸方向的导程/长度及捏合块的捏合盘错列角/捏合盘数/总长分别为32/32,32/32,45°/5/32,45°/5/32,45°/5/32,22/11l。
22、在一可实施方式中,所述熔融段在其延伸方向的导程/长度及捏合块的捏合盘错列角/捏合盘数/总长分别为32/32,32/32,45°/5/32,45°/5/32,90°/5/32,22/11l。
23、在一可实施方式中,所述真空排气段在其延伸方向的导程/长度分别为:48/48,48/48,48/48,32/32,32/32,32/32,22/22,22/22,22/22;或
24、所述真空排气段在其延伸方向的导程/长度分别为:48/48,48/48,32/32,32/32,22/22,22/22,22/22,22/22。
25、根据本公开的第二方面,提供了一种挤出机,包括上述双螺杆组合结构。
26、本公开提供一种双螺杆组合结构和挤出机,其中螺杆组合结构依次包括第一输送段、压缩段、预塑化段、第二输送段、分散捏合段、熔融段及真空排气段,其中物料在预塑化段、分散捏合段及熔融段被剪切;预塑化段和分散捏合段之间设置有第二输送段且第二输送段长度大于预塑化段和分散捏合段的长度,使得剪切螺纹元件的排列稀疏,能够有效降低螺杆组合剪切能力,从而使得复合高分子材料的料条表面光滑,粒子内部紧实。
27、应当理解,本部分所描述的内容并非旨在标识本公开的实施例的关键或重要特征,也不用于限制本公开的范围。本公开的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种双螺杆组合结构,其特征在于,包括:
2.根据权利要求1所述的双螺杆组合结构,其特征在于,所述第一输送段在其延伸方向的导程/长度大于所述压缩段在其延伸方向的导程/长度。
3.根据权利要求2所述的双螺杆组合结构,其特征在于,所述第一输送段在其延伸方向的导程/长度分别为32/32sk,48/48sk,48/48sk,48/48,48/48,48/48,48/48;或
4.根据权利要求2或3所述的双螺杆组合结构,其特征在于,所述压缩段在其延伸方向的导程/长度分别为32/32,32/32,32/32,32/32,32/32。
5.根据权利要求1所述的双螺杆组合结构,其特征在于,所述预塑化段在其延伸方向设置的捏合块的捏合盘错列角/捏合盘数/总长分别为30°/7/48,45°/5/32,45°/5/32,45°/5/32,45°/5/32;所述预塑化段还包括导程/长度为22/11l的螺纹元件。
6.根据权利要求1所述的双螺杆组合结构,其特征在于,所述第二输送段在其延伸方向的导程/长度分别为48/48,48/48,48/48,48/48,48/48,32/32。
7.根据权利要求6所述的双螺杆组合结构,其特征在于,所述第二输送段还包括导程/长度分别为22/22,22/22的螺纹元件。
8.根据权利要求1所述的双螺杆组合结构,其特征在于,所述分散捏合段在其延伸方向设置的捏合块的捏合盘错列角/捏合盘数/总长分别为45°/5/32,45°/5/32。
9.根据权利要求8所述的双螺杆组合结构,其特征在于,所述分散捏合段还包括捏合盘错列角/捏合盘数/总长分别为45°/5/32,60°/4/22的捏合块。
10.根据权利要求1所述的双螺杆组合结构,其特征在于,所述熔融段在其延伸方向的导程/长度及捏合块的捏合盘错列角/捏合盘数/总长分别为32/32,32/32,45°/5/32,45°/5/32,45°/5/32,22/11l。
11.根据权利要求1所述的双螺杆组合结构,其特征在于,所述熔融段在其延伸方向的导程/长度及捏合块的捏合盘错列角/捏合盘数/总长分别为32/32,32/32,45°/5/32,45°/5/32,90°/5/32,22/11l。
12.根据权利要求1所述的双螺杆组合结构,其特征在于,所述真空排气段在其延伸方向的导程/长度分别为:48/48,48/48,48/48,32/32,32/32,32/32,22/22,22/22,22/22;或
13.一种挤出机,其特征在于,包括权利要求1-12任一项所述的双螺杆组合结构。
技术总结
本公开提供了一种双螺杆组合结构和挤出机,双螺杆组合结构包括:筒体,所述筒体包括第一端和第二端;所述筒体内设置有两个啮合的螺杆组合结构,所述螺杆组合结构包括:第一输送段;压缩段,所述压缩段与所述第一输送段连接;预塑化段,所述预塑化段与所述压缩段连接,用于剪切塑化物料;第二输送段,用于对预塑化后的物料进行挤压;分散捏合段,用于剪切分散所述第二输送段挤压的物料;熔融段,用于熔融物料;真空排气段,用于排出水分和小分子物质;其中,所述第二输送段的长度大于所述预塑化段和所述分散捏合段的长度。本公开降低螺杆组合剪切能力,从而使得复合高分子材料的料条表面光滑,粒子内部紧实。
技术研发人员:刘钟浩,方超,胡鹏,朱大华,朱锦,刘兆平
受保护的技术使用者:宁波石墨烯创新中心有限公司
技术研发日:20230905
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!