一种自动包覆工装的制作方法
本技术属于汽车内饰领域,具体涉及一种自动包覆工装。
背景技术:
1、目前,汽车内饰越来越趋向高端化、舒适化,其中软包覆零件类别也越来越多,且涉及到的零件外观造型千奇百怪,对生产制造可行性提出了更高难度和更高要求。
2、热熔胶3d mesh包覆工艺生产工序为:3d mesh&表皮辊胶→手工贴3d mesh→表皮自动覆合(表皮a面自动覆合,减少人工)→热压+冷压包边(胶水激活并自动反包,减少人工)→修剪多余表皮→成品。针对目前零件结构的多样性,及零件舒适性要求,需求的包覆人员越来越多,且对于包覆人员手法技能要求越来越高。但是当前会精湛的包覆手法的工人越来越少,且对于包覆技术的培训成本过高,所以不得不开发更多自动化的工装设备来替代,而且现在包覆设备生产中常出现翻边处包覆褶皱、鼓包的问题,导致零件包覆不良。
技术实现思路
1、为解决现有技术中存在的上述问题,本实用新型提供了一种自动包覆工装,增加下浮动压紧块,再配合下模具上的挂针,使得带有侧边、翻边类零件,包覆平整、光滑;采用上下模通热水并配合加压加热模具,控制好温度,提高表皮与骨架及3d mesh之间的粘接力。
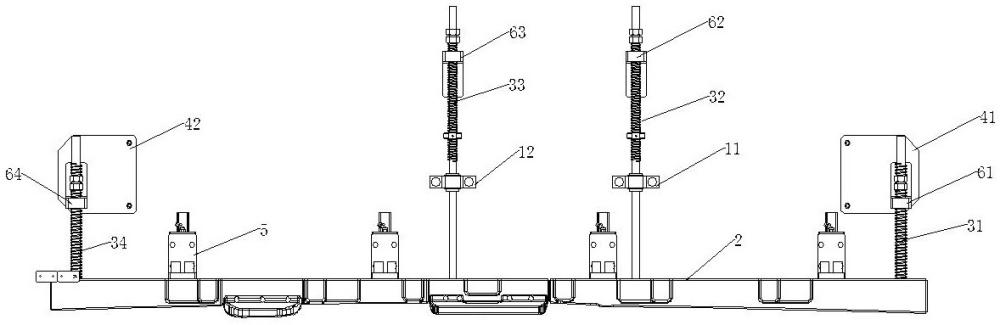
2、为实现上述目的,本实用新型提供如下技术方案:一种自动包覆工装,包括第一轴承座、第二轴承座、下浮动压紧块、第一弹簧导向杆、第二弹簧导向杆、第三弹簧导向杆、第四弹簧导向杆、第一定位导套固定座、第二定位导套固定座、若干l型支架、第一弹簧压紧、第二弹簧压紧、第三弹簧压紧、第四弹簧压紧,第一轴承座、第二轴承座和l型支架固定在下底板上,第一弹簧压紧与第一定位导套固定座固定,第四弹簧压紧与第二定位导套固定座固定,第一弹簧导向杆前端与第一弹簧压紧固定,第四弹簧导向杆前端与第四弹簧压紧固定,第一弹簧导向杆后端和第四弹簧导向杆后端与下浮动压紧块连接,第二弹簧导向杆前端穿过第一轴承座与第二弹簧压紧固定,第三弹簧导向杆前端穿过第二轴承座与第三弹簧压紧固定,第二弹簧导向杆后端与第三弹簧导向杆后端与下浮动压紧块连接,l型支架后端与下浮动压紧块连接。
3、进一步,第一轴承座和第二轴承座都为t型结构且中间顶端开设有圆孔。
4、进一步,第一弹簧导向杆和第四弹簧导向杆上的弹簧上设置有螺母,螺母将弹簧固定住,第二弹簧导向杆和第三弹簧导向杆上的弹簧上端设置有螺母将弹簧限位,第二弹簧导向杆和第三弹簧导向杆上的弹簧下部设置有螺钉将弹簧固定。
5、进一步,第一弹簧压紧、第二弹簧压紧、第三弹簧压紧和第四弹簧压紧都呈l型且一端上开设有圆孔。
6、与现有技术相比,本实用新型的有益效果是:本实用新型在侧边增加下浮动压紧块,再配合下模具上的挂针,使得带有侧边、翻边类零件,包覆平整、光滑;采用上下模通热水并配合加压加热模具,控制好温度,提高表皮与骨架及3d mesh之间的粘接力;通过弹簧导向杆上弹簧被压缩后的伸张对下浮动压紧块回推复位。
技术特征:
1.一种自动包覆工装,其特征在于,包括第一轴承座(11)、第二轴承座(12)、下浮动压紧块(2)、第一弹簧导向杆(31)、第二弹簧导向杆(32)、第三弹簧导向杆(33)、第四弹簧导向杆(34)、第一定位导套固定座(41)、第二定位导套固定座(42)、若干l型支架(5)、第一弹簧压紧(61)、第二弹簧压紧(62)、第三弹簧压紧(63)、第四弹簧压紧(64),所述第一轴承座(11)、所述第二轴承座(12)和所述l型支架(5)固定在下底板(7)上,所述第一弹簧压紧(61)与所述第一定位导套固定座(41)固定,所述第四弹簧压紧(64)与所述第二定位导套固定座(42)固定,所述第一弹簧导向杆(31)前端与所述第一弹簧压紧(61)固定,所述第四弹簧导向杆(34)前端与所述第四弹簧压紧(64)固定,所述第一弹簧导向杆(31)后端和所述第四弹簧导向杆(34)后端与所述下浮动压紧块(2)连接,所述第二弹簧导向杆(32)前端穿过所述第一轴承座(11)与所述第二弹簧压紧(62)固定,所述第三弹簧导向杆(33)前端穿过所述第二轴承座(12)与所述第三弹簧压紧(63)固定,所述第二弹簧导向杆(32)后端与所述第三弹簧导向杆(33)后端与所述下浮动压紧块(2)连接,所述l型支架(5)后端与所述下浮动压紧块(2)连接。
2.根据权利要求1所述的一种自动包覆工装,其特征在于,所述第一轴承座(11)和所述第二轴承座(12)都为t型结构且中间顶端开设有圆孔。
3.根据权利要求1所述的一种自动包覆工装,其特征在于,所述第一弹簧导向杆(31)和所述第四弹簧导向杆(34)上的弹簧上设置有螺母,所述螺母将所述弹簧固定住,所述第二弹簧导向杆(32)和所述第三弹簧导向杆(33)上的弹簧上端设置有螺母将所述弹簧限位,所述第二弹簧导向杆(32)和所述第三弹簧导向杆(33)上的弹簧下部设置有螺钉将所述弹簧固定。
4.根据权利要求1所述的一种自动包覆工装,其特征在于,所述第一弹簧压紧(61)、所述第二弹簧压紧(62)、所述第三弹簧压紧(63)和所述第四弹簧压紧(64)都呈l型且一端上开设有圆孔。
技术总结
本技术属于汽车内饰领域,具体涉及一种自动包覆工装,第一轴承座、第二轴承座和L型支架固定在下底板上,第一弹簧压紧和第四弹簧压紧分别与第一定位导套固定座和第二定位导套固定座固定,第一弹簧导向杆和第四弹簧导向杆前端分别与第一弹簧压紧和第四弹簧压紧固定,第一弹簧导向杆和第四弹簧导向杆后端与下浮动压紧块连接,第二弹簧导向杆和第三弹簧导向杆前端穿过第一轴承座和第二轴承座分别与第二弹簧压紧和第三弹簧压紧固定,第二弹簧导向杆与第三弹簧导向杆后端与下浮动压紧块连接,L型支架后端与下浮动压紧块连接。本技术下浮动压紧块和下模具上的挂针,使得带有侧边、翻边类零件,包覆平整、光滑;控制模具温度,提高胶水粘接性。
技术研发人员:严协兴,罗美真,谢尧,曾辉
受保护的技术使用者:常州新泉汽车零部件有限公司
技术研发日:20230912
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!