多辊固态硅胶压延机的制作方法
本技术涉及压延设备,尤其涉及多辊固态硅胶压延机。
背景技术:
1、压延机是由两个或两个以上的辊筒,按设定形式进行组合,以对需要加工的材料进行压延;相关技术中,压延机的工作模式可分为冷压和热压,热压是在一定温度下,将例如:硅胶、硅橡胶、相变材料、ptfe或塑料压制展延成一定厚度和表面形状的胶片膜层,并将压延出的胶片膜层在衬底材料(例如:纤维帘帆布、钢丝帘布)进行挂胶的设备。
2、相关技术中,对两个辊筒的固态硅胶压延机无法对多层硅胶膜层进行压延,而双辊压延机无法压延出不同厚度的硅胶膜层并进行复合压延,只能压延固定厚度的硅胶膜层;同时,相关技术中的固态硅胶压延机采用螺旋给料,采用螺旋给料方式,因出料口对准固定的位置,使的硅胶给料后聚集,并在压延时,硅胶聚集处压延出的硅胶膜层较厚,周边较薄,也就是硅胶膜层产生轴向弹性弯曲变形,成型的膜层在宽度方向上断面厚度不均匀,中间厚度大,两边厚度小。
3、针对现有相关技术中双辊压延机对多种厚度的硅胶膜层复合压延成型效果差、且易产生轴向弹性弯曲变形问题,尚未提出有效的解决方案。
技术实现思路
1、有鉴于此,有必要提供一种多辊固态硅胶压延机,以至少解决相关技术中双辊压延机对多种厚度的硅胶膜层复合压延成型效果差、且易产生轴向弹性弯曲变形问题。
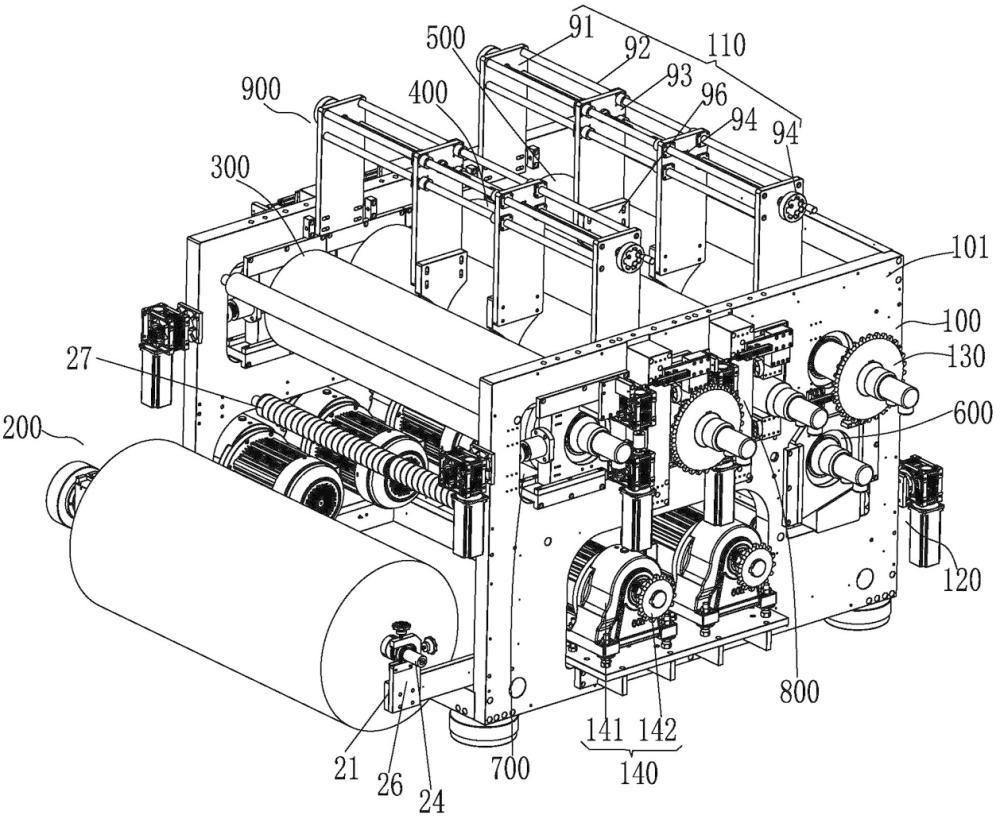
2、第一方面,本技术实施例提供一种多辊固态硅胶压延机,包括机架,所述机架上设有基材放卷机构、第一活动压延辊、第二活动压延辊、固定压延辊和活动压延挤压辊,其中,所述基材放卷机构,用于将基材放卷至所述活动压延挤压辊上;两个所述第一活动压延辊横向正对设置,并分别由第一调距组件和第二调距组件传动横向移动,以形成设定间隙的第一挤料口,两个所述第一活动压延辊还在被驱动反向转动过程中,将由第一硅胶给料组件给料的固定硅胶沿所述第一挤料口进行挤送,并将挤压成的第一硅胶膜层挤送至放卷的基材上;所述第二活动压延辊与所述固定压延辊横向正对设置,并由另一个所述第二调距组件传动移动,以与所述固定压延辊形成设定间隙的第二挤料口,所述第二活动压延辊和所述固定压延辊还在被驱动反向转动过程中,将由第二硅胶给料组件给料的固态硅胶沿所述第二挤料口进行挤送,并将挤压成型的第二硅胶膜层粘带至第一硅胶膜层上;所述活动压延挤压辊由第三调距组件传动,以与所述固定压延辊在竖向方向上间距预设间隙,所述活动压延挤压辊还在被驱动相对所述固定压延辊反向转动过程中,与所述固定压延辊一同对叠置在基材上的第一硅胶膜层和第二硅胶膜层进行压延。
3、在其中一些实施例中,所述机架的侧板上设有第一安装槽,每个所述第一安装槽内设有所述第一调距组件,所述第一调距组件包括第一滑槽、第一滑动锲块、第一轴承座和第一传动组件,所述第一安装槽的顶端和底端均设有所述第一滑槽,所述第一滑动锲块活动安设于所述第一滑槽内,且两个所述第一滑动锲块均通过所述第一轴承座与对应的所述第一活动压延辊连接,所述第一滑动锲块还与设于所述侧板上的所述第一传动组件传动连接,其中,所述第一传动组件,用于传动对应的所述第一滑动锲块带动对应的所述第一活动压延辊沿对应的所述第一滑槽滑动,以调整两个所述第一活动压延辊的横向间隙,以并形成设定间隙的第一挤料口。
4、在其中一些实施例中,所述第一传动组件包括第一滚珠丝杆,所述第一滚珠丝杆的滚珠螺母与所述第一滑动锲块连接,所述第一滚珠丝杆的丝杆通过第一联轴器和第一减速机与第一驱动电机的输出轴传动连接,所述第一驱动电机通过所述第一减速机和所述第一联轴器传动所述第一滚珠丝杆的丝杆转动,以驱动所述第一滚珠丝杆的滚珠螺母相对其丝杆滑动,并带动所述第一滑动锲块滑动。
5、在其中一些实施例中,所述机架的侧板上还设有第二安装槽,所述第二安装槽的顶端和底端均设有第二滑槽,所述第二滑槽内活动嵌设第二滑动锲块,所述第一活动压延辊和所述第二活动压延辊与对应的所述第二滑动锲块转动连接,所述第二调距组件包括方块立柱、垂直于所述方块立柱且横向设置的两个传动丝杆副、与所述传动丝杆副的丝杆传动连接的第二传动组件和与所述传动丝杆副的滚珠螺母连接的随动座,所述方块立柱竖向跨设在两个所述第二滑槽上,所述丝杆贯穿并贯出所述方块立柱的轴向一端与所述第二传动组件传动连接,所述随动座设于所述丝杆远离与所述第二传动组件连接的轴向另一端,并与所述第二滑动锲块连接,其中,所述第一活动压延辊对应的所述第二传动组件,通过对应的两个所述传动丝杆副传动所述随动座移动,以驱动所述第二滑动锲块带动对应的所述第一活动压延辊沿对应的所述第二滑槽滑动,以调整两个所述第一活动压延辊的横向间隙,以并形成设定间隙的第一挤料口;所述第二活动压延辊对应的所述第二传动组件,通过对应的两个所述传动丝杆副传动所述随动座移动,以驱动所述第二滑动锲块带动所述第二活动压延辊沿对应的所述第二滑槽滑动,以与所述固定压延辊形成设定间隙的第二挤料口。
6、在其中一些实施例中,所述第二传动组件包括第二驱动电机、第二减速机和传动联轴器,两个所述第二减速机通过所述传动联轴器传动连接,两个所述第二减速机其中一个与所述第二驱动电机传动连接,所述第二减速机还与对应的所述传动丝杆副的所述丝杆传动连接,其中,所述第二驱动电机通过两个所述第二减速机和所述传动联轴器,同步传动对应的两个所述传动丝杆副的所述滚珠螺母沿对应的所述丝杆滑动,以驱动对应的两个所述随动座同步带动所述第二滑动锲块沿所述第二滑槽滑动。
7、在其中一些实施例中,所述机架的侧板上设有第三安装槽,每个所述第三安装槽内设有所述第三调距组件,所述第三调距组件包括第三滑槽、第三滑动锲块、滑动顶锲块、第三轴承座和第三传动组件,所述第三安装槽的横向两侧均设有所述第三滑槽,所述第三滑动锲块竖向设置并活动安设于所述第三滑槽内,所述活动压延挤压辊通过设置在其轴向两端的所述第三轴承座与对应的所述第三滑动锲块连接,所述第三滑动锲块设有第一斜锲面,所述滑动顶锲块设有与所述第一斜锲面适配的第二斜锲面,所述滑动顶锲块设于所述第三滑动锲块竖向的下部,且所述第二斜锲面和所述第一斜锲面活动正对,所述滑动顶锲块还与设于所述侧板上的所述第三传动组件传动连接,其中,所述第三传动组件,用于传动所述滑动顶锲块在所述第三安装槽内横向滑动,并使所述第二斜锲面顶抵所述第一斜锲面,以通过所述滑动顶锲块传动所述第三滑动锲块竖向移动;所述第三滑动锲块,用于带动所述活动压延挤压辊竖向移动,以与所述固定压延辊在竖向方向上间距预设间隙。
8、在其中一些实施例中,所述第三传动组件包括第三滚珠丝杆,所述第三滚珠丝杆的滚珠螺母与所述滑动顶锲块连接,所述第三滚珠丝杆的丝杆通过第三联轴器和第三减速机与第三驱动电机的输出轴传动连接,所述第三驱动电机通过所述第三减速机和所述第三联轴器传动所述第三滚珠丝杆的丝杆转动,以驱动所述第三滚珠丝杆的滚珠螺母相对其丝杆滑动,并传动所述滑动顶锲块在所述第三安装槽内横向滑动。
9、在其中一些实施例中,所述第一活动压延辊、所述第二活动压延辊、所述固定压延辊和所述活动压延挤压辊贯穿所述机架的侧板的轴向一端均设有传动链轮,且所述第一活动压延辊、所述第二活动压延辊、所述固定压延辊和所述活动压延挤压辊对应的所述传动链轮在纵向方向上左右错开设置,每个所述传动链轮通过链条与设于所述机架上的第四传动组件传动连接,其中,所述第四传动组件通过所述链条和所述传动链轮对应传动所述第一活动压延辊、所述第二活动压延辊、所述固定压延辊和所述活动压延挤压辊其中之一转动,以对固定硅胶进行挤送及压延。
10、在其中一些实施例中,所述第一硅胶给料组件和所述第二硅胶给料组件均包括与所述机架的侧板连接并分设在所述机架纵向两侧的两块立板,两块所述立板还通过丝杆副连接,所述丝杆副上套设有能够沿所述丝杆副滑动的两块栅板,两块所述栅板还分别通过传动滚珠丝杆与设于对应的所述立板上的手摇轮传动连接,所述栅板背离与所述丝杆副连接的竖向下端还设有进料挡板,所述第一硅胶给料组件对应的两块所述进料挡板与两个所述第一活动压延辊的圆周外壁围拢形成所述第一挤料口;所述第二硅胶给料组件对应的两块所述进料挡板、第二活动压延辊和所述固定压延辊的圆周外侧板围拢形成所述第二挤料口。
11、在其中一些实施例中,所述基材放卷机构包括分别与所述机架的侧板连接的两个支撑横臂,两个所述支撑横臂其中之一上设有与之旋转连接的安装座,所述安装座通过第一轴承与横向安设的放卷动力轴的轴向一端连接,所述放卷动力轴在贯穿所述安装座后与放卷驱动组件传动连接,所述放卷动力轴的轴向另一端设有第二轴承,所述第二轴承与另一个所述支撑横臂活动卡接,以使所述放卷动力轴与对应的所述支撑横臂活动连接,所述基材放卷机构还包括设置在所述机架上的多个放卷从动辊,多个所述放卷从动辊通过轴销与所述侧板连接,其中,所述放卷驱动组件,用于传动所述放卷动力轴转动,并通过配合所述放卷从动辊的导引和所述活动压延挤压辊的牵拉,将基材放卷至所述活动压延挤压辊。
12、与现有技术相比,本实用新型的有益效果在于:本技术实施例提供了一种多辊固态硅胶压延机,包括设于机架上的基材放卷机构、第一活动压延辊、第二活动压延辊、固定压延辊和活动压延挤压辊,通过基材放卷机构将基材放卷至活动压延挤压辊上;将两个第一活动压延辊横向正对设置,并分别由第一调距组件和第二调距组件传动横向移动,以形成设定间隙的第一挤料口,两个第一活动压延辊还在被驱动反向转动过程中,将由第一硅胶给料组件给料的固定硅胶沿第一挤料口进行挤送,并将挤压成的第一硅胶膜层挤送至放卷的基材上;将第二活动压延辊与固定压延辊横向正对设置,并由另一个第二调距组件传动移动,以与固定压延辊形成设定间隙的第二挤料口,第二活动压延辊和固定压延辊还在被驱动反向转动过程中,将由第二硅胶给料组件给料的固态硅胶沿第二挤料口进行挤送,并将挤压成型的第二硅胶膜层粘带至第一硅胶膜层上;活动压延挤压辊由第三调距组件传动,以与固定压延辊在竖向方向上间距预设间隙,活动压延挤压辊还在被驱动相对固定压延辊反向转动过程中,与固定压延辊一同对叠置在基材上的第一硅胶膜层和第二硅胶膜层进行压延;采用将由第一调距组件和第二调距组件分别传动的两个第一活动压延辊横向正对设置,使两者横向间隙可调,并在对应的横向间隙的正上方设置第一硅胶给料组件,进而实现均匀供料和挤出成型厚度均匀及无轴向弹性弯曲变形的第一硅胶膜层;采用将由一个第二调距组件传动的第二活动压延辊与固定压延辊横向正对,使两者横向间隙可调,并在对应的横向间隙的正上方设置第二硅胶给料组件,进而实现均匀供料和挤出成型厚度均匀及无轴向弹性弯曲变形的第二硅胶膜层;同时,通过第三调距组件传动的活动压延挤压辊与固定压延辊上下正对设置,以一同对叠置在基材上的第一硅胶膜层和第二硅胶膜层进行压延,实现同步挤出成型硅胶膜层并进行不同厚度的硅胶膜层与基材进行复合压延,压延顺畅且压延成型膜材厚度均匀,良率高,解决了相关技术中双辊压延机对多种厚度的硅胶膜层复合压延成型效果差、且易产生轴向弹性弯曲变形问题。
- 还没有人留言评论。精彩留言会获得点赞!