一种基于迭代搜索的增减材混合加工序列规划方法与流程
本发明涉及一种混合加工序列规划方法,特别是一种基于迭代搜索的增减材混合加工序列规划方法。
背景技术:
1、在混合加工过程中,通过3d打印来逐层打印使零件成型,再用切削加工去除多余材料;对于混合加工过程,必须首先对打印方向进行决策才能进行可加工性的计算,而决策打印方向的过程伴随着零件体的分解,在该过程中只对打印序列进行规划。在确定了打印方向后,才能够在该方向上计算可加工性。对于确定的打印方向,需要同时对可打印性与可切削性约束进行分析,对于不满足可打印性要求的位置,对其进行打印序列分解,对于不满足可切削性要求的位置,对其进行打印-切削加工操作序列分解。基于贪心算法的混合加工序列规划方法只能得到近似最优结果,并不能保证全局最优。
技术实现思路
1、发明目的:本发明所要解决的技术问题是针对现有技术的不足,提供一种基于迭代搜索的增减材混合加工序列规划方法。
2、为了解决上述技术问题,本发明公开了一种基于迭代搜索的增减材混合加工序列规划方法,,包括如下步骤:
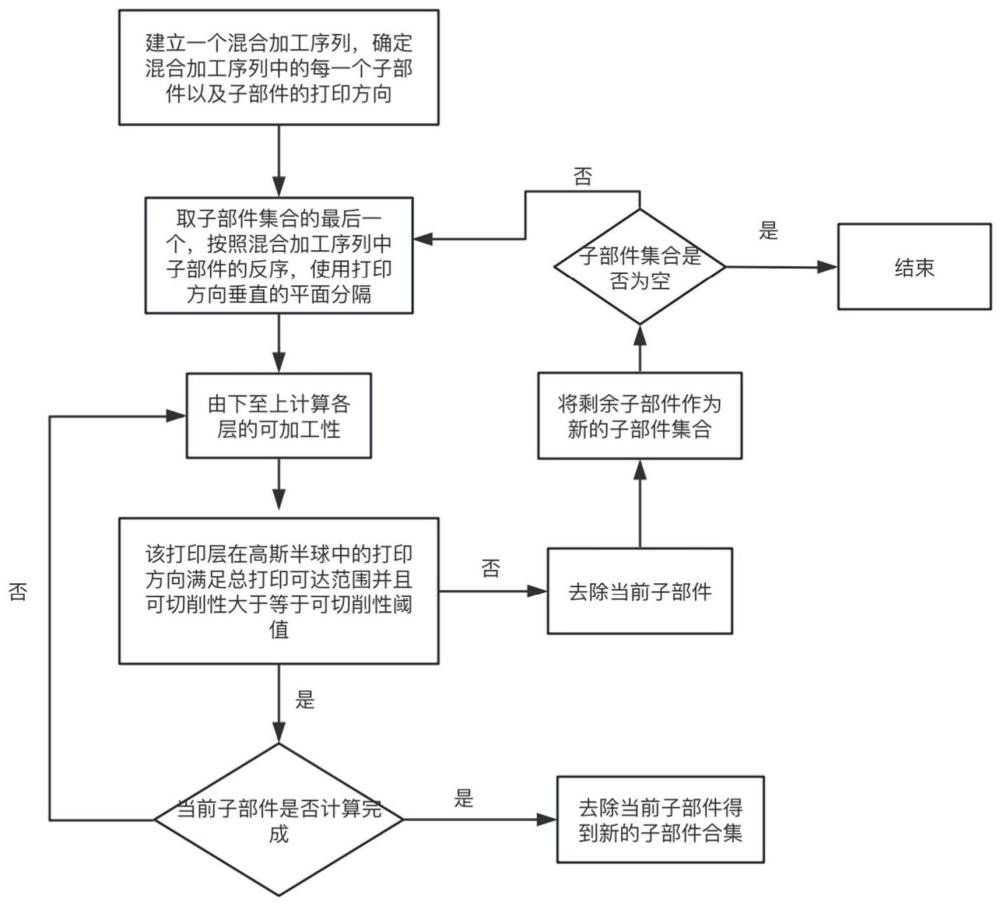
3、步骤1,生成子部件集合,并建立一个混合加工序列,确定混合加工序列中的每一个待加工的子部件以及子部件的打印方向;
4、步骤2,在子部件集合中选取待处理的当前子部件;
5、步骤3,对当前子部件设置打印层,即使用与打印方向垂直的平面作为打印层分隔上述子部件;
6、步骤4,由下至上对每一打印层进行可打印性和可切削性计算;
7、步骤5,设置去除子部件条件;
8、步骤6,根据步骤5中设置的去除子部件条件,处理当前子部件,形成新的子部件集合,重新执行步骤2;
9、步骤7,进行迭代搜索,直至子部件集合中的所有子部件全部计算并判断完成,前述的判断执行顺序,即为混合加工顺序,至此完成基于迭代搜索的混合加工序列规划。
10、进一步的,步骤1中所述的生成子部件集合,具体包括如下步骤:
11、对待进行混合加工的零件进行分解,将该零件分解为n个子部件,对应一个混合加工序列m如下:
12、m=c1∪c2∪……cn
13、其中,cn为第n个子部件,∪表示加工的先后顺序,所有的子部件的集合即为所述子部件集合。
14、进一步的,步骤2中所述的选取待处理的当前子部件,具体包括:
15、按照混合加工序列m的反序,取子部件集合中的最后一个子部件cn,作为待处理的当前子部件。
16、进一步的,步骤4中所述的进行可打印性和可切削性计算,即对当前子部件在其打印方向上从最低点开始由下至上,按打印层高度对每一层平面与子部件相交的轮廓进行可打印性和可切削性计算,具体包括:
17、步骤4-1,计算可打印性;
18、步骤4-2,计算可切削性。
19、进一步的,步骤4-1中所述的计算可打印性,具体包括如下步骤:
20、对于当前打印层上与子部件相交的轮廓,设置一个正实数阈值,根据该阈值将该轮廓离散为m个点,计算其中每一个点的打印可达范围,并对所有范围求交集,得到当前打印层上的打印可达范围ear(fi)即可打印性,具体如下:
21、ear(fi)=ear(p1)∩ear(p2)∩……ear(pm)
22、其中,ear(fi)为第i个打印层的打印可达范围,ear(pj)为第j点的打印可达范围,fi指第i层,pj指第j个点。
23、进一步的,步骤4-2中所述的计算可切削性,具体包括如下步骤:
24、对于切削过程,只计算轮廓的可切削性,且在计算一个打印层上的可切削性时只对该轮廓线上每一点计算可切削性,并以可切削性最低的值作为零件在当前打印层上的可切削性,具体方法如下:
25、ma(fi)=min(ma(pj))
26、其中,ma(fi)为第i个打印层的可切削性,min(ma(pj))为轮廓线上可切削性最低的值,ma(pj)是pj点处切削刀具可达范围区域的面积。
27、进一步的,步骤5中所述的设置去除子部件条件,即判断当前打印层在高斯半球中的打印方向是否不满足总打印可达范围并且可切削性是否小于可切削性阈值,具体包括:
28、步骤5-1,判断当前打印层在高斯半球中的打印方向是否不满足总打印可达范围,若是则执行步骤4-2进一步判断,否则判定为不满足去除子部件条件;
29、步骤5-2,判断当前打印层的可切削性是否小于可切削性阈值,若是则判定为满足去除子部件条件,否则判定为不满足去除子部件条件。
30、进一步的,步骤5-1中所述的判断当前打印层在高斯半球中的打印方向是否不满足总打印可达范围,即判断当前打印层的可打印性ear(fi),是否不满足如下条件:
31、
32、其中,为打印方向,s为当前打印层,∩表示交集。
33、进一步的,步骤5-2中所述的判断当前打印层的可切削性是否小于可切削性阈值,即判断当前打印层的可切削性ma(fi),是否满足如下条件:
34、ma(fi)<λ
35、其中,λ为可切削性阈值。
36、进一步的,步骤6中所述的处理当前子部件,具体包括:
37、步骤6-1,根据步骤5中设置的条件,对当前子部件沿打印方向,逐打印层进行判断;
38、步骤6-2,若满足步去除子部件条件,则对当前子部件进行分解,即沿打印方向,将当前打印层上方的部分作为得到的新子部件,并去除该新子部件,将剩下的子部件作为新的子部件集合;
39、否则若所有打印层均不满足去除子部件条件,则当前子部件判断完成,将其去除后作为新的子部件集合;
40、步骤6-3,使用新的子部件集合继续执行步骤2至步骤6。
41、有益效果:
42、本发明提出方法可以应用于增减材复合制造过程,为增减材复合制造提供工艺规划方法,具有以下有益效果:
43、(1)使用迭代搜索并进行优化,减少计算量提高效率。
44、(2)提高计算准确性,保证计算结果全局最优。
技术特征:
1.一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种基于迭代搜索的增减材混合加工序列规划方法,特征在于,步骤1中所述的生成子部件集合,具体包括如下步骤:
3.根据权利要求2所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤2中所述的选取待处理的当前子部件,具体包括:
4.根据权利要求3所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤4中所述的进行可打印性和可切削性计算,即对当前子部件在其打印方向上从最低点开始由下至上,按打印层高度对每一层平面与子部件相交的轮廓进行可打印性和可切削性计算,具体包括:
5.根据权利要求4所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤4-1中所述的计算可打印性,具体包括如下步骤:
6.根据权利要求5所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤4-2中所述的计算可切削性,具体包括如下步骤:
7.根据权利要求6所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤5中所述的设置去除子部件条件,即判断当前打印层在高斯半球中的打印方向是否不满足总打印可达范围并且可切削性是否小于可切削性阈值,具体包括:
8.根据权利要求7所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤5-1中所述的判断当前打印层在高斯半球中的打印方向是否不满足总打印可达范围,即判断当前打印层的可打印性ear(fi),是否不满足如下条件:
9.根据权利要求8所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤5-2中所述的判断当前打印层的可切削性是否小于可切削性阈值,即判断当前打印层的可切削性ma(fi),是否满足如下条件:
10.根据权利要求9所述的一种基于迭代搜索的增减材混合加工序列规划方法,其特征在于,步骤6中所述的处理当前子部件,具体包括:
技术总结
本发明公开了一种基于迭代搜索的增减材混合加工序列规划方法,包括:生成子部件集合,并建立一个混合加工序列,确定混合加工序列中的每一个待加工的子部件以及子部件的打印方向;在子部件集合中选取待处理的当前子部件;对当前子部件设置打印层,即使用与打印方向垂直的平面作为打印层分隔上述子部件;由下至上对每一打印层进行可打印性和可切削性计算;设置去除子部件条件;根据去除子部件条件,处理当前子部件,形成新的子部件集合,重新选取子部件;进行迭代搜索,直至子部件集合中的所有子部件全部计算并判断完成,至此完成基于迭代搜索的混合加工序列规划。
技术研发人员:谢非,唐文来,夏俊,唐俊秋,李宗安,吴倩茹
受保护的技术使用者:南京玄创智能装备有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!