一种TPU气嘴及其制备工艺的制作方法
本发明涉及气嘴,具体来说涉及一种tpu气嘴及其制备工艺 。
背景技术:
1、现有追求轻量化的自行车大部分采用具有内胎的轮胎系统,其中最为轻量的内胎使用tpu材质进行制作,内胎上设置有气嘴。气嘴包括有tpu材料的气嘴杆,气嘴固定时主要通过气嘴软垫焊接在内胎上,气嘴软垫同tpu内胎焊接面在内胎外部,且气嘴软垫贴合在气嘴杆的外侧面处。使用过程中,内胎中充满高压气体,一般气压为100psi-120psi,在室外骑行中,尤其夏天阳光暴晒环境下,路面温度超过65℃,环境温升高,内胎中气体压力增大,此时,内胎中气压升高为130psi-150psi。
2、tpu材料使用温度范围-40℃-70℃,在路面温度超过65℃的环境下,tpu已经略微软化,导致tpu的气嘴杆和气嘴软垫的熔接处粘合能力下降,同时内胎中气压升高130psi-150psi,由于内胎内部的气体压力主要作用在气嘴软垫上,且气嘴软垫和气嘴杆熔接配合面处也承受压力,当内胎内部温度升高,气体压力变大时,气嘴软垫承受不住内胎中向上溢出的气体压力,气嘴软垫微移,在tpu的气嘴杆和气嘴软垫的熔接处产生缝隙,进而导致漏气。
3、本背景技术所公开的上述信息仅仅用于增加对本申请背景技术的理解,因此,其可能包括不构成本领域普通技术人员已知的现有技术。
技术实现思路
1、本发明针的目的在于提供一种tpu气嘴及其制备工艺 ,可以解决气嘴杆和支撑座连接不牢固紧密,气嘴容易漏气的现象。
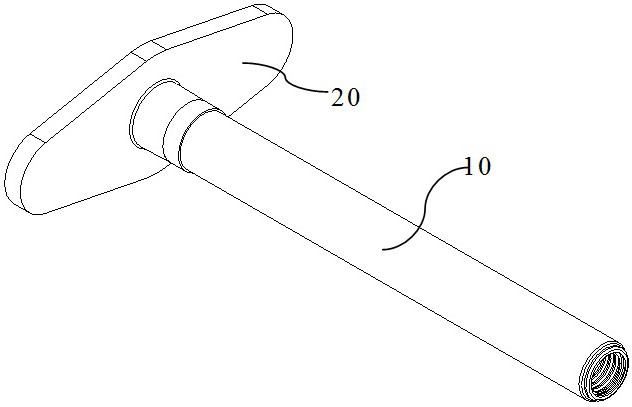
2、为此,本发明提供了一种气嘴的制备工艺,所述气嘴包括气嘴杆和支撑座;所述气嘴杆通过注塑成型,成型后的所述气嘴杆置于所述气嘴的成型模具内;所述气嘴的成型模具内注入所述支撑座的注塑材料,所述支撑座的注塑材料将所述气嘴杆的底部包裹固定成型为所述气嘴。
3、优选的,所述气嘴的制备工艺包括:
4、(1)所述气嘴杆注塑成型:
5、s1:将tpu原料和abs原料搅拌混合均匀;
6、s2:将混合好的原料进行烘干,tpu含水量≤0.02%;
7、s3:将原料注入注塑机的料筒中,对所述注塑机的料筒进行分段加热,获得熔融状态的tpu—abs注塑材料;
8、s4:将熔融状态的tpu—abs注塑材料注入气嘴杆的成型模具中,冷却成型,获得所述气嘴杆;
9、(2)所述支撑座注塑成型:
10、s5:将tpu原料进行烘干,tpu含水量≤0.02%;
11、s6:将tpu原料注入注塑机的料筒中,对所述注塑机的料筒进行分段加热,获得熔融状态的tpu注塑材料;
12、s7:将所述气嘴杆放入所述气嘴的成型模具中,将熔融状态的tpu注塑材料注入所述气嘴的成型模具中,冷却成型,获得所述气嘴。
13、优选的,所述步骤(1)中,tpu原料和abs原料的质量比为90-95:5-10;烘干时间为7-10小时,烘干温度为90℃-120℃。
14、优选的,所述步骤(1)中,分段加热的温度分别为:熔融段170-190℃,均化段190-200℃, 塑化段200-210℃和挤出段200-220℃;注塑机注塑压力设定为40mpa,填充时间为5s,保压冷却时间为100s。
15、优选的,所述步骤(1)还包括:注塑完成后取出所述气嘴杆,所述气嘴杆未冷却前,立即用斜口钳将注塑浇口剪开;将裁剪后的所述气嘴杆放入70℃恒温烘箱中,进行保温去应力操作,时间为2小时。
16、优选的,所述步骤(2)中,将所述气嘴杆放入100%浓度酒精中浸泡30min后取出烘干30min,然后再将所述气嘴杆放入所述气嘴的成型模具中。
17、优选的,所述步骤(1)、(2)中,使用酒精对所述气嘴杆的成型模具表面、所述气嘴的成型模具表面进行除脂处理,所述气嘴的成型模具内设有与所述气嘴杆相适配的定位槽。
18、优选的,所述步骤(2)还包括,注塑完成后取出所述气嘴,待冷却至40℃以下,用斜口钳将注塑浇口剪开;将所述气嘴放入70℃恒温烘箱中,进行保温操作。
19、优选的,所述步骤(2)中,分段加热的温度分别为:熔融段170-180℃,均化段180-190℃, 塑化段190-200℃和挤出段200-210℃;注塑机注塑压力设定为20mpa,填充时间为3s,保压冷却时间为80s。
20、本发明还提供了了一种气嘴,所述气嘴由所述的气嘴的制备工艺制备而成。
21、与现有技术相比,本发明的优点和积极效果是:本发明提供了一种tpu气嘴及其制备工艺 ,本发明的气嘴经过二次注塑成型,先将气嘴杆通过注塑成型,成型后的气嘴杆置于成型模具内;在成型模具内注入支撑座的注塑材料,支撑座的注塑材料将气嘴杆的底部包裹固定成型为气嘴。
22、本发明通过二次注塑工艺将气嘴杆和支撑座一体成型为气嘴,气嘴杆被包裹在支撑座内,气嘴杆和支撑座熔接处粘合能力强,气嘴杆和支撑座连接紧密牢固,由此得到的气嘴结构稳固,密封性好,抗变形能力强,可以有效避免漏气情况发生。
23、本发明的支撑座连接在内胎上后,若外界气体温度升高,内胎内部的气体压力变大,高温高压的气体压力会直接作用到和其接触的支撑座,但由于气嘴杆包裹在支撑座内部,支撑座会将作用力传递到气嘴杆上,通过气嘴杆来直接承受压力,给气嘴软垫支撑。气嘴杆注塑成型具有较高强度,能够承受来自内胎内部的气体压力作用,不会移动,进而能够保证气嘴杆和支撑座之间的密封性,气嘴杆和支撑座熔接处粘合能力几乎不变,进而保证两者的密封性和连接牢固性,从而可以有效避免漏气现象的发生。
24、结合附图阅读本发明的具体实施方式后,本发明的其他特点和优点将变得更加清楚。
技术特征:
1.一种气嘴的制备工艺,其特征在于,
2.如权利要求1所述的气嘴的制备工艺,其特征在于,
3.如权利要求2所述的气嘴的制备工艺,其特征在于,
4.如权利要求2所述的气嘴的制备工艺,其特征在于,
5.如权利要求2所述的气嘴的制备工艺,其特征在于,
6.如权利要求2所述的气嘴的制备工艺,其特征在于,
7.如权利要求2所述的气嘴的制备工艺,其特征在于,
8.如权利要求2所述的气嘴的制备工艺,其特征在于,
9.如权利要求2所述的气嘴的制备工艺,其特征在于,
10.一种气嘴,其特征在于,所述气嘴由权利要求1-9中任一项所述的气嘴的制备工艺制备而成。
技术总结
本发明公开了一种TPU气嘴及其制备工艺,气嘴包括气嘴杆和支撑座;气嘴杆通过注塑成型,成型后的气嘴杆置于气嘴的成型模具内;成型模具内注入支撑座的注塑材料,支撑座的注塑材料将气嘴杆的底部包裹固定成型为气嘴。气嘴杆被包裹在支撑座内,气嘴杆和支撑座熔接处粘合能力强,气嘴杆和支撑座连接紧密牢固,由此得到的气嘴结构稳固,密封性好,抗变形能力强,可以有效避免漏气情况发生。通过气嘴杆来直接承受压力,给气嘴软垫支撑。气嘴杆注塑成型具有较高强度,能够承受来自内胎内部的气体压力作用,不会移动,进而能够保证气嘴杆和支撑座之间的密封性,气嘴杆和支撑座熔接处粘合能力几乎不变,进而保证两者的密封性和连接牢固性。
技术研发人员:车骁,高海涛
受保护的技术使用者:青岛迈金智能科技股份有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!