一种复合纤维3D打印装置及方法
本发明属于3d打印,特别是涉及一种复合纤维3d打印装置及方法。
背景技术:
1、目前,常用的3d打印丝材主要为纯热塑性丝材,包括丙烯睛一丁二烯一苯乙烯共聚物(abs),聚乳酸(pla)等,其具有承载能力弱,层间性能极差,拉伸强度不足等明显缺陷,这些缺陷严重地限制了其进一步的应用与发展。为了提高3d打印成型件的性能以满足更多应用领域的要求,很多国内外高校和企业研发团队开始了用于3d打印的纤维增强树脂基复合材料的研究,以提高3d打印成型件的性能。
2、在基体材料中加入连续纤维增强相,形成二相或者及其以上的复合纤维材料,可达到较高的比强度,比模量,且这种材料成型的零件有着较好的可设计性、韧性、耐冲击性能和耐疲劳性能。
3、但现有的各类纤维其表面活性基团难以使纤维与树脂充分浸润,导致构件的纤维-树脂界面较差,以及现有打印过程中,纤维增强相在成型轨迹中纤维路径单一,分布状态不够均匀,使得打印件整体的力学性能较差。
技术实现思路
1、本发明的目的在于提供一种复合纤维3d打印装置,通过将纤维通道设置于内喷嘴内部,利用喷头的转动,使得纤维增强相在纤维内成螺旋状结构,解决了现有纤维与树脂难以充分浸润和纤维增强相在成型轨迹中纤维路径单一,分布状态不够均匀的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明为一种复合纤维3d打印装置,包括通过连接轴依次连接的喷头,旋转接头和电机,用于通过电机带动喷头转动;所述喷头包括底座,连接于底座的内喷嘴和外喷嘴,所述内喷嘴内设置有若干纤维通道,且底座开设有与内喷嘴、外喷嘴,以及若干纤维通道一一连通的进料口。
4、作为本发明的一种优选技术方案,若干所述纤维通道沿内喷嘴的圆周方向均布设置。
5、作为本发明的一种优选技术方案,所述进料口沿内喷嘴的圆周方向均布设置。
6、根据上述的一种复合纤维3d打印方法,包括以下步骤:
7、步骤一:将纤维外相通入外喷嘴,纤维内相通入内喷嘴,以及纤维增强相分别通入纤维通道;
8、步骤二:通过打印设备带动喷头移动,使得喷头挤出由纤维内相和纤维外相包裹纤维增强相的复合纤维,且通过电机带动喷头转动,使得纤维增强相成螺纹状结构;
9、步骤三:通过调节喷头的打印移动速度v和/或转速ω,实现对复合纤维内纤维增强相螺纹螺距的调节。
10、作为本发明的一种优选技术方案,所述步骤三中喷头的打印移动速度v与转速ω的调节关系ω′=rω/v,其中,r为外喷嘴出口端的半径。
11、作为本发明的一种优选技术方案,还包括喷头的打印移动速度v与挤出复合纤维流量的调节关系q′=q/vπr2,q为喷头挤出的复合纤维流量。
12、作为本发明的一种优选技术方案,还包括对喷头的高度调节,其中,h′=h/2r,其中,h为喷头出口端与打印面的最高距离。
13、作为本发明的一种优选技术方案,所述喷头与打印面的夹角为0~90°。
14、本发明具有以下有益效果:
15、本发明通过将多个纤维通道设置于内喷嘴内,通过电机带动喷头转动,打印时形成由纤维内层和纤维外侧包裹纤维增强相的复合纤维结构,并且纤维增强相在复合纤维内部成均匀的螺旋状结构,使得纤维与树脂得到充分浸润,并且,纤维增强相在成型轨迹中的路径成螺旋状,从而提高纤维增强相在分布的均匀性,使得通过复合纤维打印的打印件整体的力学性能得到有效的提高。
16、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
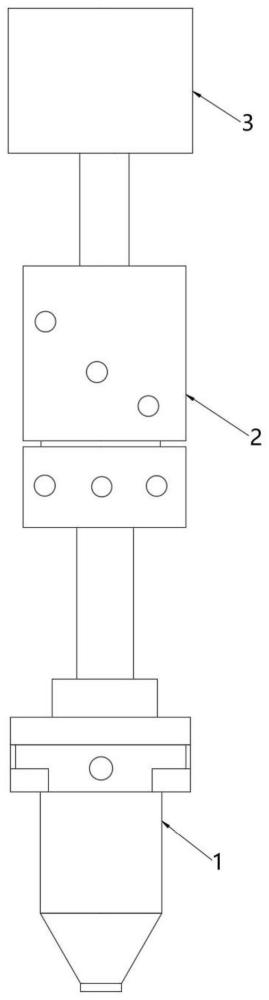
1.一种复合纤维3d打印装置,其特征在于:包括通过连接轴依次连接的喷头(1),旋转接头(2)和电机(3),用于通过电机(3)带动喷头(1)转动;
2.根据权利要求1所述的一种复合纤维3d打印装置,其特征在于,若干所述纤维通道(104)沿内喷嘴(102)的圆周方向均布设置。
3.根据权利要求1所述的一种复合纤维3d打印装置,其特征在于,所述进料口(105)沿内喷嘴(102)的圆周方向均布设置。
4.根据权利要求1~3任意一项所述的一种复合纤维3d打印方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种复合纤维3d打印方法,其特征在于,所述步骤三中喷头(1)的打印移动速度v与转速ω的调节关系ω′=rω/v,其中,r为外喷嘴(103)出口端的半径。
6.根据权利要求5所述的一种复合纤维3d打印方法,其特征在于,还包括喷头(1)的打印移动速度v与挤出复合纤维流量的调节关系q′=q/vπr2,q为喷头(1)挤出的复合纤维流量。
7.根据权利要求4或5或6所述的一种复合纤维3d打印方法,其特征在于,还包括对喷头(1)的高度调节,其中,h′=h/2r,其中,h为喷头(1)出口端与打印面的最高距离。
8.根据权利要求4或5或6所述的一种复合纤维3d打印方法,其特征在于,所述喷头(1)与打印面的夹角为0~90°。
技术总结
本发明公开了一种复合纤维3D打印装置及方法,涉及3D打印技术领域。本发明包括喷头,旋转接头和电机,喷头包括底座,连接于底座的内喷嘴和外喷嘴,内喷嘴内设置有若干纤维通道,且底座开设有与内喷嘴、外喷嘴,以及若干纤维通道一一连通的进料口;其中,复合纤维3D打印方法,包括将纤维外相通入外喷嘴,纤维内相通入内喷嘴,以及纤维增强相分别通入纤维通道,使得喷头挤出由纤维内相和纤维外相包裹纤维增强相的复合纤维。本发明通过将纤维通道设置于内喷嘴内部,利用喷头的转动,使得纤维增强相在纤维内成螺旋状结构,解决了现有纤维与树脂难以充分浸润和纤维增强相路径单一,分布状态不够均匀的问题。
技术研发人员:朱志强,黄芳胜,司廷
受保护的技术使用者:中国科学技术大学
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!