一种碳纤维复合材料固化设备及固化方法与流程
本发明涉及的一种固化设备及固化方法,特别是涉及应用于材料成型领域的一种碳纤维复合材料固化设备及固化方法。
背景技术:
1、碳纤维与母材(树脂等)组合后以复合材料的形态进行使用。碳纤维复合材料(以下简称复合材料)性能优异,具有强度高、比重小、比模显高、耐腐蚀性能优异等特点,是轻量化的关键材料,在航空航天、风电叶片、体育休闲、压力容器、汽车等领域广泛应用。
2、复合材料最常用的固化方式是依次在多个碳纤维编织的片材表面涂覆树脂,并在不同角度交叠,然后将其传送到加热装置中进行加热固化处理,一般其加热固化是在加热炉内完成,但是加热炉空间有限,加热效率较低,因而一般采用隧道式的加热设备进行代替,然而这种固化设备一般时固化一定的时间后统一出料,不能对复合材料的固化情况进行监测,容易出现固化不完全,影响复合材料成品质量,或者出现已完成固化后继续固化的情况,导致热源浪费,并且导致固化成本增加。
技术实现思路
1、针对上述现有技术,本发明要解决的技术问题是不能对复合材料的固化情况进行监测,影响固化后材料质量,同时存在资源浪费、成本较高的问题。
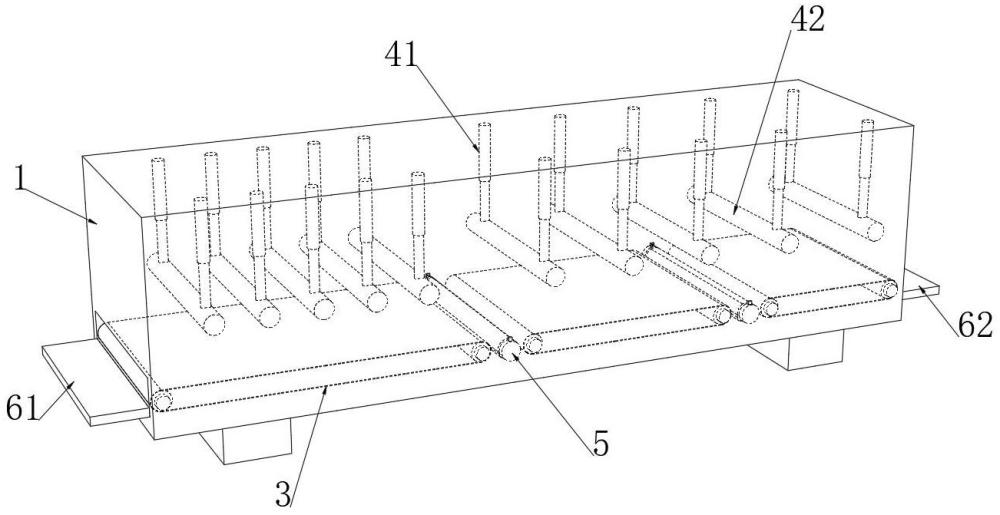
2、为解决上述问题,本发明提供了一种碳纤维复合材料固化设备,包括设备外壳,设备外壳左右两端分别开凿有进料口的出料口,进料口和出料口下方口部分别转动安装有左密封门和右密封门,设备外壳内设有固化模块,固化模块包括多组安装在设备外壳前后内壁的传送带组件、多个分别位于相邻两个传送带组件之间的监测半辊以及两组分别位于传送带组件内以及传送带组件上方的加热组件,加热组件包括多个分别安装在设备外壳前后内壁的电热条,每组传送带组件上方均设有多个抚平套组,抚平套组包括安装在设备外壳内顶端的两个电动推杆以及固定连接在电动推杆伸长端的抚平辊,沿着传送带组件转动方向,多组传送带组件的横向跨度逐渐变小。
3、在上述碳纤维复合材料固化设备中,通过多个传送带组件的设置,可实现对复合材料进行分段式固化,并且配合监测半辊的作用,可对复合材料进行的固化程度进行监测,有效保证固化后的成品质量,同时可有效避免出现已固化好后仍然在加热定型的情况发生,有效降低热源的浪费,使成本相应降低。
4、作为本申请的进一步改进,沿着待固化复合材料在设备外壳内的移动方向,每组传送带组件对应的抚平套组的数量逐渐减少。
5、作为本申请的进一步改进,左密封门和右密封门水平时的上表面分别与进料口以及出料口的下边缘平齐,设备外壳左右外端固定连接有限位板,限位板与左密封门水平时的底部平齐。
6、作为本申请的进一步改进,监测半辊包括分别固定连接在设备外壳前后内壁的两个定位圆板、通过电动转轴安装在两个定位圆板之间的换向辊以及多个分别固定连接在换向辊下端的抬料凸块,两个定位圆板的上端分别固定安装有激光发射器和激光接收器,且二者同轴心设置。
7、作为本申请的进一步改进,换向辊的长度不低于传送带组件的宽度,激光发射器发出的激光光线高于待固化的复合材料的上表面。
8、作为本申请的进一步改进,换向辊进行水平切面处理,且切面处理后换向辊径向截面中线的高度大于换向辊半径,定位圆板和换向辊直径相同,且换向辊柱面朝向上方时与传送带组件的带体高度一致。
9、作为本申请的进一步改进,抬料凸块朝向上方时,抬料凸块的顶部高于定位圆板的顶部,抬料凸块中部开凿有过光长槽,激光发射器发出的激光穿过多个过光长槽。
10、根据一种碳纤维复合材料固化设备对碳纤维复合材料的固化方法,包括以下步骤:
11、s1、保持右密封门封闭出料口,然后打开左密封门,使浸渍树脂后的碳纤维复合材料沿着传送带组件朝向设备外壳内转运,并控制抚平套组伸长,对浸渍树脂后的复合材料进行辊压抚平,当复合材料完全进入到设备外壳内后,关闭左密封门;
12、s2、控制加热组件开始对加热,同时控制传送带组件停止转动,使待固化的复合材料静置1-1.5小时;
13、s3、在靠近目标固化时间时,控制多个传送带组件转动,使复合材料继续转运,当端部跨过下一个监测半辊后停止转运,并开启激光发射器,而后控制监测半辊转动使抬料凸块朝向上方,从而抬起复合材料的端部;
14、s31、当激光接收器上能接收到激光信号,说明复合材料已初步固化定型,可关闭后续的加热组件,同时控制传送带组件反向转运,使复合材料端部再次反向经过监测半辊,此时激光接收器仍然可接收到激光信号时,说明固化定型较好,此时开启右密封门,直接将复合材料转运至设备外壳外,完成固化;
15、s32、当激光接收器上不能接收到激光信号,说明复合材料未完全固化,抬起时存在部分塌陷,此时控制监测半辊复位,开启传送带组件继续转运复合材料,同时控制对应的抚平套组对复合材料的端部进行辊压,使微塌陷的复合材料再次定型,之后重复步骤s2-s3,直至复合材料完全定型。
16、作为本申请的又一种改进,换向辊内部安装有多个温度传感器,温度传感器的感温触头延伸至换向辊柱面的中部并与换向辊表面平齐。
17、综上,通过多个传送带组件的设置,可实现对复合材料进行分段式固化,在固化过程中,且配合监测半辊的作用,一方面,可以实现对复合材料在设备内随传送带组件移动时的状态进行监控,使出现局部或边缘翘起的情况时,能及时进行辊压调整,有效提高固化效果以及复合材料的成品质量,另一方面,可以对复合材料进行的固化程度进行监测,可有效避免未固化完全就出料的情况发生,达到提高固化质量的效果,同时可有效避免出现已固化好后仍然在加热定型的情况发生,有效降低热源的浪费,使成本相应降低。
技术特征:
1.一种碳纤维复合材料固化设备,其特征在于:包括设备外壳(1),所述设备外壳(1)左右两端分别开凿有进料口的出料口,所述进料口和出料口下方口部分别转动安装有左密封门(61)和右密封门(62),所述设备外壳(1)内设有固化模块,所述固化模块包括多组安装在设备外壳(1)前后内壁的传送带组件(3)、多个分别位于相邻两个传送带组件(3)之间的监测半辊(5)以及两组分别位于传送带组件(3)内以及传送带组件(3)上方的加热组件,所述加热组件包括多个分别安装在设备外壳(1)前后内壁的电热条(2),每组所述传送带组件(3)上方均设有多个抚平套组,所述抚平套组包括安装在设备外壳(1)内顶端的两个电动推杆(41)以及固定连接在电动推杆(41)伸长端的抚平辊(42),沿着传送带组件(3)转动方向,多组所述传送带组件(3)的横向跨度逐渐变小;
2.根据权利要求1所述的一种碳纤维复合材料固化设备,其特征在于:沿着待固化复合材料在设备外壳(1)内的移动方向,每组所述传送带组件(3)对应的抚平套组的数量逐渐减少。
3.根据权利要求1所述的一种碳纤维复合材料固化设备,其特征在于:所述左密封门(61)和右密封门(62)水平时的上表面分别与进料口以及出料口的下边缘平齐,所述设备外壳(1)左右外端固定连接有限位板,所述限位板与左密封门(61)水平时的底部平齐。
4.根据权利要求1所述的一种碳纤维复合材料固化设备,其特征在于:所述换向辊(52)的长度不低于传送带组件(3)的宽度,所述激光发射器(71)发出的激光光线高于待固化的复合材料的上表面。
5.根据权利要求4所述的一种碳纤维复合材料固化设备,其特征在于:所述换向辊(52)进行水平切面处理,且切面处理后换向辊(52)径向截面中线的高度大于换向辊(52)半径,所述定位圆板(51)和换向辊(52)直径相同,且换向辊(52)柱面朝向上方时与传送带组件(3)的带体高度一致。
6.根据权利要求5所述的一种碳纤维复合材料固化设备,其特征在于:所述抬料凸块(53)朝向上方时,抬料凸块(53)的顶部高于定位圆板(51)的顶部,所述抬料凸块(53)中部开凿有过光长槽(501),所述激光发射器(71)发出的激光穿过多个过光长槽(501)。
7.根据权利要求6所述的一种碳纤维复合材料固化设备,其特征在于:所述换向辊(52)内部安装有多个温度传感器,所述温度传感器的感温触头延伸至换向辊(52)柱面的中部并与换向辊(52)表面平齐。
8.根据权利要求6所述的一种碳纤维复合材料固化设备对碳纤维复合材料的固化方法,其特征在于:包括以下步骤:
技术总结
本发明涉及应用于材料成型领域的一种碳纤维复合材料固化设备及固化方法,通过多个传送带组件的设置,可实现对复合材料进行分段式固化,在固化过程中,且配合监测半辊的作用,一方面,可以实现对复合材料在设备内随传送带组件移动时的状态进行监控,使出现局部或边缘翘起的情况时,能及时进行辊压调整,有效提高固化效果以及复合材料的成品质量,另一方面,可以对复合材料进行的固化程度进行监测,可有效避免未固化完全就出料的情况发生,达到提高固化质量的效果,同时可有效避免出现已固化好后仍然在加热定型的情况发生,有效降低热源的浪费,使成本相应降低。
技术研发人员:单云刚,邹志雄,郭跃灵,陆晓强
受保护的技术使用者:昆山盛夏复合材料科技有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!