一种冠带生产贴合的方法与流程
本发明涉及冠带成型方法,尤其涉及一种冠带生产贴合的方法。
背景技术:
1、冠带条是尼龙纤维附胶后胶条,通过分裁得到产品,其作用是缠绕胎冠钢丝带束层,具有耐高温和高强度耐磨特性,冠带条束缚带束,防止胎冠组件与一次生胎组合过程中发生带束偏歪,虽然冠带的重量占轮胎重量比例不足10%,但它对轮胎均匀性、耐久和操控等性能影响巨大。生胎成型工序贴合冠带条过程中,其接头大小、接头位置,缠绕的密度和张力均匀性至关重要,主要问题如下:
2、1、冠带条接头搭接量太大/太小,接头太大,影响轮胎动/静平衡,接头太小,贴合过程中会脱开,影响生产连续性;
3、2、冠带条起头/收尾的周向间距同样影响轮胎受力的均匀性和动/静平衡性;
4、3、冠带条缠绕的密度影响胎冠强度的均匀性,特别对锥度尤其敏感。
技术实现思路
1、为了解决上述的技术问题,本发明的目的是提供一种冠带生产贴合的方法,通过该方法能够更好地生产贴合冠带。
2、为了实现上述的目的,本发明采用了以下的技术方案:
3、一种冠带生产贴合的方法,该方法涉及大冠带工装、中分条工装以及小分条工装;其中,大冠带工装、中分条工装以及小分条工装上均设有滚筒轴和相互连接的传输装置,而中分条工装和小分条工装上设置有分裁装置,所述小分条工装上设有收集端;所述的中分条工装包括热压接头装置,所述的热压接头装置包括加热开关、压板、按钮、气缸、电热丝以及压合接头;该方法包括以下的步骤:
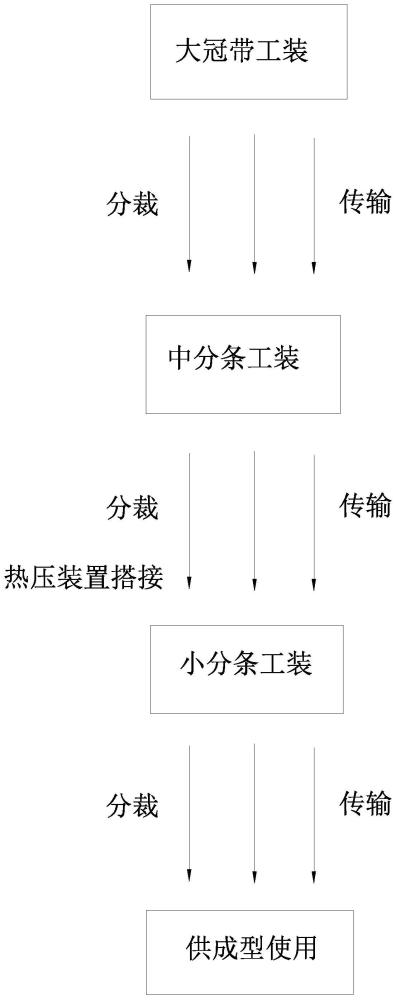
4、s1、将冠带附着好胶体,并传输缠绕至大冠带工装的滚筒轴上;
5、s2、通过大冠带工装的传输装置将冠带传送至中分条工装上,并通过中分条工装的分裁装置,将冠带分裁成若干段;
6、s3、根据段数,将冠带收集在中分条工装的滚筒轴上;
7、s4、通过中分条工装的传输装置将冠带传送至小分条工装上,并在传输时保证前后冠带相互搭接;
8、s5、在传输过程中,使用热压接头装置对冠带搭接处进行热压;
9、s6、通过小分条工装的分裁装置,将若干段冠带分裁成若干条;
10、s7、将收集的冠带条贴合于轮胎胎体上,通过伺服定位参数锁定缠绕长度和进给量,将冠带的起头/收尾的周向间距控制在一定范围。
11、作为优选,关于s5的详细过程:①打开加热开关;②冠带尾部搭接位置放在在压板上;③双手同时启动按钮,将加热好的压块压在冠带搭接尾部,预热1~3秒;④松开按钮,气缸自动升起;⑤关闭加热开关,为防止加热装置忘记关闭,当气缸未下压,电热丝始终是处于关闭状态;⑥将冠带头部和尾部定位搭接好,搭接量依照压合区域;⑦再次双手同时启动按钮,启动压合接头。
12、作为优选,压合接头时不需加热。
13、作为优选,s4中所述的前后冠带搭接量统一为50±10mm。
14、作为优选,s7中冠带条缠绕宽度需满足螺距的整数倍。
15、作为优选,s7中所述的冠带条起头/收尾的周向间距为0~50mm。
16、作为优选,s8、为防止起头定位贴合异常,冠带未贴上,导致起头/收尾的周向间距波动,冠带贴合程序启动后,通过增设计米轮,并在计米轮上增加光电感应的防错程序,当连续2秒计米轮无计米时,轮胎胎体自动停止转动。
17、作为优选,分裁装置上设有固定宽度刀槽架,小分条工装上刀槽架的间距是10mm,中分条工装上刀槽架的间距宽度的个位数只有满足0、1、2、8和9 mm。
18、综上所述,本发明的优点如下:
19、在中分条工装上增加设置热压接头装置,使该装置代替人工进行搭接,从而确保搭接时的准确性以及搭接后的稳定性,而调整冠带条的搭接量、周向间距以及缠绕密度,能够确保冠带在生产贴合后能够更加的完善。
技术特征:
1.一种冠带生产贴合的方法,该方法涉及轮胎胎体、大冠带工装、中分条工装以及小分条工装;其中,大冠带工装、中分条工装以及小分条工装上均设有滚筒轴和相互连接的传输装置,而中分条工装和小分条工装上设置有分裁装置,所述小分条工装上设有收集端;其特征在于,所述的中分条工装包括热压接头装置,所述的热压接头装置包括加热开关、压板、按钮、气缸、电热丝以及压合接头;该方法包括以下的步骤:
2.根据权利要求1所述的一种冠带生产贴合的方法,其特征在于,关于s5的详细过程:①打开加热开关;②冠带尾部搭接位置放在在压板上;③双手同时启动按钮,将加热好的压块压在冠带搭接尾部,预热1~3秒;④松开按钮,气缸自动升起;⑤关闭加热开关,为防止加热装置忘记关闭,当气缸未下压,电热丝始终是处于关闭状态;⑥将冠带头部和尾部定位搭接好,搭接量依照压合区域;⑦再次双手同时启动按钮,启动压合接头。
3.根据权利要求2所述的一种冠带生产贴合的方法,其特征在于,压合接头时不需加热。
4.根据权利要求1所述的一种冠带生产贴合的方法,其特征在于,s4中所述的前后冠带搭接量统一为50±10mm。
5.根据权利要求1所述的一种冠带生产贴合的方法,其特征在于,s7中冠带条缠绕宽度需满足螺距的整数倍。
6.根据权利要求5所述的一种冠带生产贴合的方法,其特征在于, s7中所述的冠带条起头/收尾的周向间距为0~50mm。
7.根据权利要求1所述的一种冠带生产贴合的方法,其特征在于,
8.根据权利要求1所述的一种冠带生产贴合的方法,其特征在于,分裁装置上设有固定宽度刀槽架,小分条工装上刀槽架的间距是10mm,中分条工装上刀槽架的间距宽度的个位数只有满足0、1、2、8和9 mm。
技术总结
本发明涉及冠带成型方法,尤其涉及一种冠带生产贴合的方法。该方法涉及大冠带工装、中分条工装以及小分条工装;其中,大冠带工装、中分条工装以及小分条工装上均设有滚筒轴和相互连接的传输装置,而中分条工装和小分条工装上设置有分裁装置,所述小分条工装上设有收集端;所述的中分条工装包括热压接头装置,所述的热压接头装置包括加热开关、压板、按钮、气缸、电热丝以及压合接头。通过该方法能够更好地生产贴合冠带。
技术研发人员:葛明,周伟,洪林,张苗丽,姜杭生
受保护的技术使用者:杭州海潮橡胶有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!