一种手套的喷射成型生产工艺的制作方法
本申请涉及手套生产的领域,尤其是涉及一种手套的喷射成型生产工艺。
背景技术:
1、手套是手部保暖、装饰或进行劳动保护用品;手套通常采用各种皮革、橡胶、针织物或机织物裁剪缝制而成,手套的产品性能一般要求不易损坏、弹性较好、穿戴舒适,或根据使用场景,部分手套还需具有绝缘、耐切割等特点。
2、传统的手套生产涉及的工艺种类和工序过程较为繁杂,加工精度要求也相对较高,进而最终造成手套生产效率较低。
技术实现思路
1、为了改善上述问题,本申请提供一种手套的喷射成型生产工艺。
2、本申请提供的一种手套的喷射成型生产工艺采用如下的技术方案:
3、一种手套的喷射成型生产工艺,依次包括如下步骤:
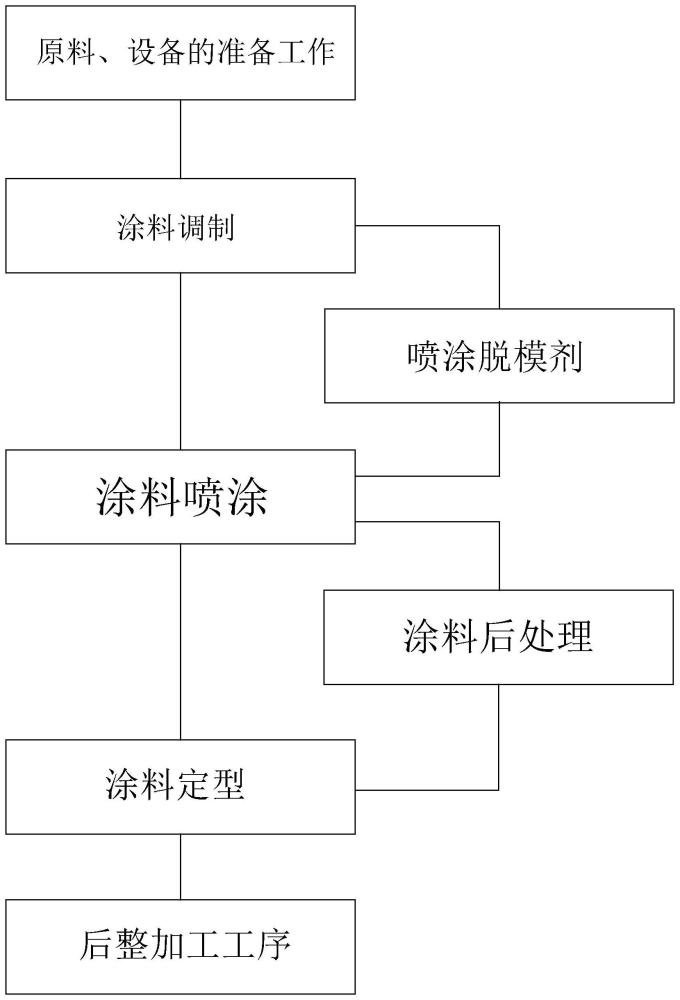
4、s1:材料和设备准备:设备包括手模和喷涂装置,材料包括制作手套的涂料;
5、s2:将涂料调制至待喷涂状态;
6、s3:涂料喷涂:使用喷涂装置将涂料喷向手模,使涂料沾附在手模表面;
7、s4:定型:涂料在手模上凝固后定型为手套,将定型后的手套从手模上取下。
8、通过采用上述技术方案,涂料喷附在手模表面,凝固定型后的涂料整体呈手模的立体形状,手套即制作完成,大幅简化了手套制作过程中的工艺种类、工序需求和设备需求,新的工艺中手套成型过程简洁,生产周期短,生产效率高。
9、优选的,s1中的涂料包括:热熔性聚合物类的丝状物纤维和/或热熔胶和/或溶液和/或热熔性微粒和/或悬浊液和/或乳浊液。
10、优选的,s3中喷涂时,选择性将一种或多种材料喷涂在手模上的目标区域。
11、通过采用上述技术方案,根据手套产品的设计要求,可通过喷涂-凝固进行立体成型的材质均可用作手套的原材料,不同原材料的搭配使用也可使手套获得更多的功能、外观特性。
12、优选的,所述s3中,向手模表面喷涂涂料前,先向手模表面涂覆脱模剂。
13、通过采用上述技术方案,脱模剂用于减弱涂料在定型过程中与手模表面的粘附作用,提高将定型后的手套从手模上取下的过程中的顺利程度。
14、优选的,s1中所述设备还包括挡板,所述挡板与手模活动连接,喷涂时,所述挡板与手模的表面抵接;所述s3依次包括如下步骤:
15、s31:将挡板抵至手模的一侧或多侧;
16、s32:通过喷涂设备向手套的表面喷涂涂料;
17、s33:手套定型后,将挡板与手套分离。
18、通过采用上述技术方案,挡板根据手套的外观设计要求选择性设置,手模被挡板遮挡的部位不会附着涂料,挡板与手套分离时,手模上的涂料和挡板上的涂料也同步分离,手模上附着的涂料边缘轮廓便为挡板的轮廓,由此,最终成型的手套成品的外观轮廓也更加精确规则。
19、优选的,所述s3中还包括压力处理,所述设备还包括压模,所述压模与手模活动连接,所述涂料喷在手模上后,所述压模靠向手模并与手模上的涂料的表面抵接。
20、通过采用上述技术方案,对于流体性质涂料,如热熔胶、溶液,在涂料于手模上凝固的过程中且仍具有塑性之时进行压力处理,可使得涂料表面获得与压模表面相对应的纹理或粗糙度,达到特征设计要求。对于纤维、丝状物性质的涂料,压力处理中压模和手模共同对涂料进行挤压,提高手模表面的涂料的密度,从而提高最终的手套产品的致密性、结构强度和结构稳定性。
21、优选的,s3和s4之间还包括对手套的后处理,包括:热烘、冷却、自然干燥。
22、通过采用上述技术方案,后处理旨在提高手模表面涂料的定型速度,提高生产效率。
23、优选的,所述s4还包括后整理加工工艺。
24、通过采用上述技术方案,后整加工工艺用于改变涂料表面的物理化学性质,使最终成型的手套达到设计标准。
25、综上所述,本申请包括以下至少一种有益技术效果:
26、1.通过涂料喷涂至手模上的设置,大幅简化了手套制作过程中的工艺种类、工序需求和设备需求,新的工艺中手套成型过程简洁,生产周期短,生产效率高;
27、2.通过挡板的设置,使用挡板将手模上无需喷涂的区域进行遮挡,喷涂时涂料便不会留存在被遮挡的区域,根据不同手套不同的外观设计进行挡板的适应性设置,在整体工艺过程几乎不受影响的情况下提高了产品的多样性。
技术特征:
1.一种手套的喷射成型生产工艺,其特征在于:依次包括如下步骤:
2.根据权利要求1所述的一种手套的喷射成型生产工艺,其特征在于:s1中的涂料包括:热熔性聚合物类的丝状物纤维和/或热熔胶和/或溶液和/或热熔性微粒和/或悬浊液和/或乳浊液。
3.根据权利要求2所述的一种手套的喷射成型生产工艺,其特征在于:s3中喷涂时,选择性将一种或多种材料喷涂在手模上的目标区域。
4.根据权利要求1-3中任意一项所述的一种手套的喷射成型生产工艺,其特征在于:所述s3中,向手模表面喷涂涂料前,先向手模表面涂覆脱模剂。
5.根据权利要求1-3中任意一项所述的一种手套的喷射成型生产工艺,其特征在于:s1中所述设备还包括挡板,所述挡板与手模活动连接,喷涂时,所述挡板与手模的表面抵接;所述s3依次包括如下步骤:
6.根据权利要求1所述的一种手套的喷射成型生产工艺,其特征在于:所述s3中还包括压力处理,所述设备还包括压模,所述压模与手模活动连接,所述涂料喷在手模上后,所述压模靠向手模并与手模上的涂料的表面抵接。
7.根据权利要求1所述的一种手套的喷射成型生产工艺,其特征在于:s3和s4之间还包括对手套的后处理,包括:热烘、冷却、自然干燥。
8.根据权利要求1所述的一种手套的喷射成型生产工艺,其特征在于:所述s4还包括后整理加工工艺。
技术总结
本申请涉及一种手套的喷射成型生产工艺,属于手套生产的领域,其依次包括涂料和设备准备、涂料调制、喷涂和定型,根据手套的性能要求,可进行不同涂料的配比、喷涂区域的划分;喷涂后也可根据手套的设计要求选择性地进行压力处理、后处理和后整加工工艺处理。本申请工艺具有工序简洁、操作简便、效率高等优点。
技术研发人员:何英杰
受保护的技术使用者:常州科旭纺织有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!