一种阀盖成型模具的制作方法
本发明涉及注塑模具领域,尤其涉及一种阀盖成型模具。
背景技术:
1、如图1所示,为一款阀盖100。阀盖100具有一内腔101,内腔101上部的周向侧壁上设有凸起的限位筋102,限位筋102近乎垂直于内腔101侧壁设置,可以看出,该阀盖100在模具内成型后,限位筋102成型脱模的方向是与内腔101脱模方向接近垂直,阀盖上的限位筋脱模存在困难。
2、因此,如何设计上述阀盖的成型模具,使其可以顺畅脱模,是本领域技术人员亟待解决的问题。
技术实现思路
1、本发明的目的在于提供一种脱模顺畅,结构紧凑,运行可靠的阀盖成型模具。
2、为达到以上目的,本发明采用的技术方案为:一种阀盖成型模具,包括下模框、下模垫板和顶板组件,所述下模框与所述下模垫板呈上下叠合,所述下模框与所述下模垫板活动连接,所述顶板组件活动设置在所述下模垫板下方,所述顶板组件与所述下模框连接,所述下模框内设有模仁,所述模仁拼接有第一镶件、第二镶件和第三镶件,所述第一镶件、所述第二镶件、所述第三镶件均与所述模仁拼接形成用于成型阀盖内腔的模芯,所述模仁固接在所述下模框上,所述第一镶件固接在所述下模垫板上,所述第二镶件、所述第三镶件分别与所述第一镶件的两侧活动连接;所述第二镶件与所述第一镶件之间具有第一导向斜面,所述第三镶件与所述第一镶件之间具有第二导向斜面;所述第二镶件、所述第三镶件上均设有用于成型限位筋的成型结构。
3、将所述顶板组件与驱动装置连接,阀盖成型开模后,通过驱动装置驱动顶板组件和下模框沿z轴方向活动,所述下模框与所述下模垫板进行分离,位于下模框上的模仁跟随所述下模框沿z轴方向活动,所述第二镶件、所述第三镶件跟随所述模仁均与所述第三镶件发生相对滑动,所述第二镶件、所述第三镶件跟随所述模仁分别沿所述第一导向斜面、所述第二导向斜面活动,与此同时所述第二镶件与所述第三镶件沿y轴方向相互靠拢,阀盖上的限位筋脱离所述第二镶件、所述第三镶件;z轴方向与y轴方向垂直。
4、在本发明的一些实施例中,所述第一导向斜面、所述第二导向斜面均与z轴方向形成α夹角,0°<α<90°;第二镶件、第三镶件分别沿第一导向斜面、第二导向斜面滑动,进而实现第一镶件与第二镶件相互靠拢并脱离阀盖,α的大小决定了第二镶件、第三镶件在y轴方向上的平移距离,优选α=75°。
5、在本发明的一些实施例中,所述第二镶件与所述模仁通过第一台阶结构定位拼接,所述第三镶件与所述模仁通过第二台阶结构定位拼接。
6、在本发明的一些实施例中,所述下模框上还固接垫块,所述垫块与所述第一镶件活动套接,所述第二镶件下端、所述第三镶件下端活动配合在所述垫块上。
7、在本发明的一些实施例中,所述第二镶件、所述第三镶件均与所述第一镶件之间具有“t”型配合结构。
8、在本发明的一些实施例中,所述顶板组件包括上下叠合上顶板和下顶板,所述下顶板通过导柱与所述下模框连接,所述下顶板与所述下模框联动,所述上顶板连有顶杆,所述顶杆上端穿入所述下模框与所述模仁连接。
9、在本发明的一些实施例中,所述下模框与所述下模垫板之间设有锁扣结构,所述下模垫板通过所述锁扣结构对所述下模框活动行程进行限位。
10、在本发明的一些实施例中,所述锁扣结构包括锁条,所述锁条一端与所述下模垫板固接,所述锁条另一端与所述下模框活动连接。
11、在本发明的一些实施例中,所述下模框外壁上设有滑槽,所述锁条另一端倒扣在所述滑槽中,所述滑槽具有所述锁条另一端上下活动的空间。
12、在本发明的一些实施例中,所述锁条呈“l”形。
13、与现有技术相比,本发明的优点在于:本方案中,用于成型阀盖内腔的模芯是由模仁与三个镶件拼接而成,且阀盖内腔中的限位筋分别成型在第二镶件、第三镶件上,通过第二镶件、第三镶件与第一镶件发生相对活动,使得阀盖内腔成功脱模。具体而言,将顶板组件与驱动装置连接,阀盖成型开模后,通过驱动装置驱动顶板组件和下模框竖直向上(z轴方向)活动,下模框与下模垫板分离,位于下模框上的模仁及与模仁拼接的第二镶件、第三镶件一起滑动,由于第一镶件固接在下模垫板上,因此,第二镶件、第三镶件与第一镶件发生了相对滑动,且第二镶件、第三镶件分别沿第一导向斜面、第二导向斜面倾斜向上活动,在此过程中,第二镶件与第三镶件相互靠拢并逐渐脱离阀盖,从而实现阀盖内限位筋的脱模。其中第一镶件相当于基座,第二镶件和第三镶件均紧贴安装于第一镶件上,使得模芯结构较为紧凑,且易于加工制造。
技术特征:
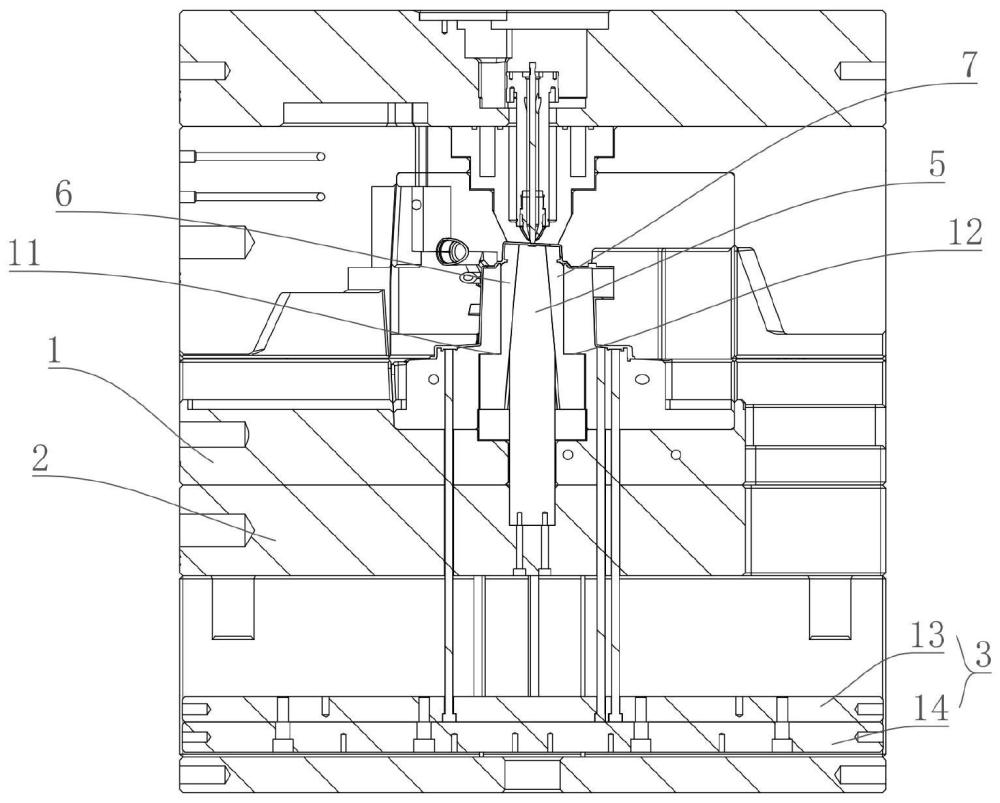
1.一种阀盖成型模具,包括下模框(1)、下模垫板(2)和顶板组件(3),所述下模框(1)与所述下模垫板(2)呈上下叠合,其特征在于:所述下模框(1)与所述下模垫板(2)活动连接,所述顶板组件(3)活动设置在所述下模垫板(2)下方,所述顶板组件(3)与所述下模框(1)连接,所述下模框(1)内设有模仁(4),所述模仁(4)拼接有第一镶件(5)、第二镶件(6)和第三镶件(7),所述第一镶件(5)、所述第二镶件(6)、所述第三镶件(7)均与所述模仁(4)拼接形成用于成型阀盖内腔的模芯(8),所述模仁(4)固接在所述下模框(1)上,所述第一镶件(5)固接在所述下模垫板(2)上,所述第二镶件(6)、所述第三镶件(7)分别与所述第一镶件(5)的两侧活动连接;所述第二镶件(6)与所述第一镶件(5)之间具有第一导向斜面(9),所述第三镶件(7)与所述第一镶件(5)之间具有第二导向斜面(10);所述第二镶件(6)、所述第三镶件(7)上均设有用于成型限位筋的成型结构;
2.根据权利要求1所述的一种阀盖成型模具,其特征在于:所述第一导向斜面(9)、所述第二导向斜面(10)均与z轴方向形成α夹角,0°<α<90°。
3.根据权利要求1所述的一种阀盖成型模具,其特征在于:所述第二镶件(6)与所述模仁(4)通过第一台阶结构(11)定位拼接,所述第三镶件(7)与所述模仁(4)通过第二台阶结构(12)定位拼接。
4.根据权利要求3所述的一种阀盖成型模具,其特征在于:所述下模框(1)上还固接垫块,所述垫块与所述第一镶件(5)活动套接,所述第二镶件(6)下端、所述第三镶件(7)下端活动配合在所述垫块上。
5.根据权利要求1所述的一种阀盖成型模具,其特征在于:所述第二镶件(6)、所述第三镶件(7)均与所述第一镶件(5)之间具有“t”型配合结构。
6.根据权利要求1所述的一种阀盖成型模具,其特征在于:所述顶板组件(3)包括上下叠合上顶板(13)和下顶板(14),所述下顶板(14)通过导柱与所述下模框(1)连接,所述下顶板(14)与所述下模框(1)联动,所述上顶板(13)连有顶杆(15),所述顶杆(15)上端穿入所述下模框(1)与所述模仁(4)连接。
7.根据权利要求1所述的一种阀盖成型模具,其特征在于:所述下模框(1)与所述下模垫板(2)之间设有锁扣结构,所述下模垫板(2)通过所述锁扣结构对所述下模框(1)活动行程进行限位。
8.根据权利要求7所述的一种阀盖成型模具,其特征在于:所述锁扣结构包括锁条(16),所述锁条(16)一端与所述下模垫板(2)固接,所述锁条(16)另一端与所述下模框(1)活动连接。
9.根据权利要求8所述的一种阀盖成型模具,其特征在于:所述下模框(1)外壁上设有滑槽(17),所述锁条(16)另一端倒扣在所述滑槽(17)中,所述滑槽(17)具有所述锁条(16)另一端上下活动的空间。
10.根据权利要求9所述的一种阀盖成型模具,其特征在于:所述锁条(16)呈“l”形。
技术总结
本发明公开了一种阀盖成型模具,涉及注塑模具领域,该模具脱模顺畅,结构紧凑,运行可靠。该阀盖成型模具包括下模框、下模垫板和顶板组件,下模框与下模垫板呈上下叠合,下模框与下模垫板活动连接,顶板组件活动设置在下模垫板下方,顶板组件与下模框连接,下模框内设有模仁,模仁拼接有第一镶件、第二镶件和第三镶件,第一镶件、第二镶件、第三镶件均与模仁拼接形成用于成型阀盖内腔的模芯,模仁固接在下模框上,第一镶件固接在下模垫板上,第二镶件、第三镶件分别与第一镶件的两侧活动连接;第二镶件与第一镶件之间具有第一导向斜面,第三镶件与第一镶件之间具有第二导向斜面;第二镶件、第三镶件上均设有用于成型限位筋的成型结构。
技术研发人员:陈兴国,胡清炜,潘能卿,吴海,陈源
受保护的技术使用者:宁海县大鹏模具塑料有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!