一种汽车电子注塑件加工用注塑模具的制作方法
本发明涉及塑料制品加工,具体为一种汽车电子注塑件加工用注塑模具。
背景技术:
1、汽车电子注塑件是指在汽车电子系统中使用的塑料注塑成型部件,通常用于保护电子元件、提供机械支撑、或实现特定的功能需求。这些注塑件广泛应用于汽车的电气和电子系统中,包括传感器、控制模块、连接器和外壳等,汽车电子注塑件在生产过程中会使用注塑模具进行生产。
2、汽车电子注塑件因需要高精度、高美观度以及高耐久度,通常采用独版模具并非采用合版模具进行生产,但独版模具的生产效率较低(一次注塑只能生产一个零件),此外注塑模具在注塑的过程中,较难控制熔融塑料内气泡的产生,同时较难有效判断注塑量是否达标,若熔融塑料内存在气泡以及注塑量不达标,会导致注塑件质量不达标。
3、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种汽车电子注塑件加工用注塑模具。
技术实现思路
1、本发明的目的在于提供一种汽车电子注塑件加工用注塑模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种汽车电子注塑件加工用注塑模具,包括基座、模体组件和出料组件,所述基座的外端连接有固定框,且固定框的外端设置有电机,所述固定框的外端安置有上模组件,所述电机的输出端连接有转动轴,且转动轴远离电机一侧设置有模体组件,所述模体组件包括模体箱、成型腔、连通腔、复位弹簧杆、底模板、隔水板、衔铁板、电磁铁、连通槽、第一冷却腔、排水槽、对通槽、注水槽和第二冷却腔,所述模体箱的内部两侧开设有成型腔,且成型腔靠近模体箱中轴线一侧开设有连通腔,所述连通腔的内部安置有复位弹簧杆,且复位弹簧杆的输出端设置有底模板,所述底模板的外部两侧设置有隔水板,所述底模板的底部固定有衔铁板,所述模体箱的内部中端设置有电磁铁,所述连通腔的外部两端开设有连通槽,所述模体箱的内部左右两侧开设有第一冷却腔,且模体箱的左部内侧开设有排水槽,所述排水槽的外端开设有对通槽,所述模体箱的右部内侧开设有注水槽,所述第二冷却腔的内部前后两侧开设有第二冷却腔,所述基座的顶部外端安置有出料组件。
3、进一步的,所述上模组件包括支撑座、第一电推杆、上模座和注塑机,所述支撑座的外端设置有第一电推杆,且第一电推杆的输出端设置有上模座,所述上模座的顶部外端安置有注塑机。
4、进一步的,所述上模座的底部轮廓与成型腔的内轮廓相匹配,且上模座与模体箱贴合时对排水槽和注水槽封堵。
5、进一步的,所述电机带动转动轴旋转,且转动轴带动模体箱旋转。
6、进一步的,所述连通腔通过连通槽与第一冷却腔连通,且第一冷却腔与第二冷却腔相连通,并且第一冷却腔与排水槽注水槽连通,而且第一冷却腔通过对通槽与排水槽连通。
7、进一步的,所述底模板的外轮廓与连通腔的轮廓相匹配,且底模板与复位弹簧杆弹性连接,而且底模板与衔铁板固定,并且衔铁板与电磁铁电磁吸附连接。
8、进一步的,所述底模板与隔水板为一体化结构,且隔水板对连通槽遮掩。
9、进一步的,所述出料组件包括第二电推杆、接料座、抽吸泵、吸气槽、入水口、入水管、排水口、排水管和通水槽,所述第二电推杆的输出端设置有接料座,且接料座的底部外端安置有抽吸泵,所述接料座的内侧开设有吸气槽,所述接料座的右侧外端设置有入水口,且接料座的右侧顶端连接有入水管,所述接料座的左部外端设置有排水口,且接料座的左侧顶端设置有排水管,所述排水管的外端开设有通水槽。
10、进一步的,所述入水口与入水管相连通,且入水管与注水槽相连通。
11、进一步的,所述排水口与排水管相连通,且排水管安置在排水槽内部,而且对通槽通过通水槽与排水管连通。
12、本发明提供了一种汽车电子注塑件加工用注塑模具,具备以下有益效果:
13、1、本发明成型腔内部塑料注满之后,通过电磁铁失电,能使电磁铁与衔铁板的锁定状态解除,这使得底模板会因复位弹簧杆的回弹力进行回弹,此时若成型腔内部熔融塑料未填充满,底模板会因复位弹簧杆的回弹力进行上移,反之则不会,复位弹簧杆内部设置有压力检测单元,设备通过判断复位弹簧杆内部压力检测单元的数值,即可精准判断成型腔内部熔融塑料是否填充满,通过该设计,能极大的降低熔融塑料未填充满导致电子注塑件无法成型或出现缺损问题,此外通过采用底模板上推熔融塑料流动的方式,亦可有效消除熔融塑料内的气泡,这使得设备的注塑稳定性进一步提升。
14、2、本发明电机带动转动轴旋转能使模体箱进行上下对调,这使得模体箱能带动注塑件移动至靠近接料座一侧,通过第二电推杆工作,能带动接料座与模体箱合拢,这使得吸气槽能与注塑件表面贴附,通过抽吸泵工作,能使吸气槽产生吸力,此时第二电推杆带动接料座下移,接料座能依靠吸气槽对注塑件的吸附力实现注塑件的脱模,而在脱模过程中,通过电磁铁失电,能使复位弹簧杆推动底模板进行位移,通过该设计,底模板在能检测成型腔内部熔融塑料是否填充满以外,还能辅助注塑件的脱模,而该操作,能使注塑件脱模过程中前后两端受力均匀,从而降低注塑件在脱模过程中发生损坏的概率。
15、3、本发明模体箱内部结构以其中轴线为基点对称分布,这使得模体箱一端的成型腔在进行脱模出料时,另一端的成型腔能进行注塑,通过配合转动机构,能使单组设备实现不间断的注塑件生产,这能使设备的生产效率得到提升,此外接料座与模体箱对接后,能使入水管插入至注水槽内部,并能使排水管插入至排水槽内部,此时工作人员将水管与入水口完成对接后,能使冷却水通过入水管进入至模体箱右侧的第一冷却腔和第二冷却腔内部,因此时底模板推动注塑件出料,这使得隔水板会从对连通槽的遮挡处移离,这使得连通腔能连通模体箱左右两侧的第一冷却腔和第二冷却腔,冷却水能通过连通腔流经整个模体箱内部,通过该设计,设备能在脱模过程中向模体箱内部注入清水来辅助另一端注塑后的注塑件冷却,这使得设备的生产效率进一步提升,位于上部成型腔内的注塑件冷却完成后,第二电推杆带动接料座下移,能使排水管在排水槽内部下移,在下移至指定位置后,能使通水槽与对通槽连通,此时第一冷却腔和第二冷却腔内部的冷却水会通过通水槽、对通槽流入至排水管内部,并通过排水口排出设备,通过以上操作,能使设备在出料过程中自动排出过热水,从而方便下一组注塑件生产过程中的冷却。
技术特征:
1.一种汽车电子注塑件加工用注塑模具,其特征在于,包括基座(1)、模体组件(6)和出料组件(7),所述基座(1)的外端连接有固定框(2),且固定框(2)的外端设置有电机(3),所述固定框(2)的外端安置有上模组件(4),所述电机(3)的输出端连接有转动轴(5),且转动轴(5)远离电机(3)一侧设置有模体组件(6),所述模体组件(6)包括模体箱(601)、成型腔(602)、连通腔(603)、复位弹簧杆(604)、底模板(605)、隔水板(606)、衔铁板(607)、电磁铁(608)、连通槽(609)、第一冷却腔(610)、排水槽(611)、对通槽(612)、注水槽(613)和第二冷却腔(614),所述模体箱(601)的内部两侧开设有成型腔(602),且成型腔(602)靠近模体箱(601)中轴线一侧开设有连通腔(603),所述连通腔(603)的内部安置有复位弹簧杆(604),且复位弹簧杆(604)的输出端设置有底模板(605),所述底模板(605)的外部两侧设置有隔水板(606),所述底模板(605)的底部固定有衔铁板(607),所述模体箱(601)的内部中端设置有电磁铁(608),所述连通腔(603)的外部两端开设有连通槽(609),所述模体箱(601)的内部左右两侧开设有第一冷却腔(610),且模体箱(601)的左部内侧开设有排水槽(611),所述排水槽(611)的外端开设有对通槽(612),所述模体箱(601)的右部内侧开设有注水槽(613),所述第二冷却腔(614)的内部前后两侧开设有第二冷却腔(614),所述基座(1)的顶部外端安置有出料组件(7)。
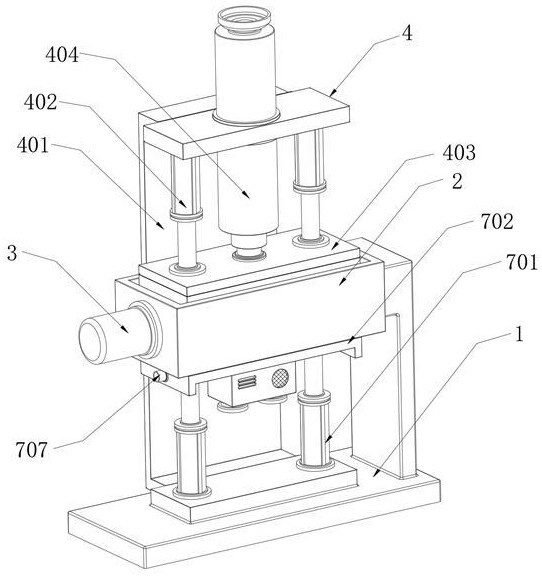
2.根据权利要求1所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述上模组件(4)包括支撑座(401)、第一电推杆(402)、上模座(403)和注塑机(404),所述支撑座(401)的外端设置有第一电推杆(402),且第一电推杆(402)的输出端设置有上模座(403),所述上模座(403)的顶部外端安置有注塑机(404)。
3.根据权利要求2所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述上模座(403)的底部轮廓与成型腔(602)的内轮廓相匹配,且上模座(403)与模体箱(601)贴合时对排水槽(611)和注水槽(613)封堵。
4.根据权利要求1所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述电机(3)带动转动轴(5)旋转,且转动轴(5)带动模体箱(601)旋转。
5.根据权利要求1所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述连通腔(603)通过连通槽(609)与第一冷却腔(610)连通,且第一冷却腔(610)与第二冷却腔(614)相连通,并且第一冷却腔(610)与排水槽(611)注水槽(613)连通,而且第一冷却腔(610)通过对通槽(612)与排水槽(611)连通。
6.根据权利要求1所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述底模板(605)的外轮廓与连通腔(603)的轮廓相匹配,且底模板(605)与复位弹簧杆(604)弹性连接,而且底模板(605)与衔铁板(607)固定,并且衔铁板(607)与电磁铁(608)电磁吸附连接。
7.根据权利要求1所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述底模板(605)与隔水板(606)为一体化结构,且隔水板(606)对连通槽(609)遮掩。
8.根据权利要求1所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述出料组件(7)包括第二电推杆(701)、接料座(702)、抽吸泵(703)、吸气槽(704)、入水口(705)、入水管(706)、排水口(707)、排水管(708)和通水槽(709),所述第二电推杆(701)的输出端设置有接料座(702),且接料座(702)的底部外端安置有抽吸泵(703),所述接料座(702)的内侧开设有吸气槽(704),所述接料座(702)的右侧外端设置有入水口(705),且接料座(702)的右侧顶端连接有入水管(706),所述接料座(702)的左部外端设置有排水口(707),且接料座(702)的左侧顶端设置有排水管(708),所述排水管(708)的外端开设有通水槽(709)。
9.根据权利要求8所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述入水口(705)与入水管(706)相连通,且入水管(706)与注水槽(613)相连通。
10.根据权利要求8所述的一种汽车电子注塑件加工用注塑模具,其特征在于,所述排水口(707)与排水管(708)相连通,且排水管(708)安置在排水槽(611)内部,而且对通槽(612)通过通水槽(709)与排水管(708)连通。
技术总结
本发明公开了一种汽车电子注塑件加工用注塑模具,涉及塑料制品加工技术领域,包括基座、模体组件和出料组件,所述基座的外端连接有固定框,且固定框的外端设置有电机,所述固定框的外端安置有上模组件,所述电机的输出端连接有转动轴,且转动轴远离电机一侧设置有模体组件。本发明通过电磁铁失电,能使电磁铁与衔铁板的锁定状态解除,这使得底模板会因复位弹簧杆的回弹力进行回弹,此时若成型腔内部熔融塑料未填充满,底模板会因复位弹簧杆的回弹力进行上移,反之则不会,复位弹簧杆内部设置有压力检测单元,设备通过判断复位弹簧杆内部压力检测单元的数值,即可精准判断成型腔内部熔融塑料是否填充满。
技术研发人员:张大伟,张军,张伟欣,姜明前
受保护的技术使用者:昆山益准汽车零部件有限公司
技术研发日:
技术公布日:2025/4/24
- 还没有人留言评论。精彩留言会获得点赞!