多燃料供能系统的制作方法
1.本实用新型涉及一种多燃料供能系统,属于建筑供能技术领域。
背景技术:
2.燃气轮机的蒸发管式喷嘴,是用较低的压力以直射式的方式向蒸发管内喷油,蒸发管周侧气体和燃烧室内的已燃气体对燃气进行加热,初步使燃油蒸发掺混,形成的气态富油混合气进入燃烧室与主燃孔的气流混合、燃烧。现有的燃料喷嘴为单燃料喷嘴,对燃料种类要求高,如果燃料缺少,则不得不停止工作。
3.当使用燃气轮机处理农村沼气池内沼气时,由于沼气原料有限,产生的沼气量少且不够稳定,就会导致燃气轮机燃料少。工厂等地的沼气池也存在此类问题。
技术实现要素:
4.针对上述现有技术,本实用新型提供了一种多燃料供能系统,将沼气池联合后将产生的沼气存在储气箱内,和备用箱一起,为多燃料燃气轮机提供燃料。
5.本实用新型是通过以下技术方案实现的:
6.一种多燃料供能系统,包括若干沼气池,储气箱,至少一个备用箱和多燃料燃气轮机,其中,各个沼气池分别通过管路连接储气箱,储气箱和备用箱分别连接至多燃料燃气轮机的燃料管道,采用储气箱和备用箱作为燃料供应源。备用箱内存储有燃料,如乙醇、甲醇、汽油。可在地底挖坑后置入,也可置于地面。
7.所述多燃料燃气轮机,包括转轴、空压机、透平、燃烧室和启发一体式电机,透平、空压机、启发一体式电机依次套设在转轴上;其中,燃烧室侧壁上固定有中空的蒸发管;还包括燃料管道,燃料管道末端连通的燃料喷嘴穿过燃烧室侧壁进入燃烧室,并伸入蒸发管内;蒸发管内容纳设置至少两个燃料喷嘴;相应地,燃料管道的数量与燃料喷嘴的数量相同;蒸发管设置为两个或两个以上,环绕燃气轮机转轴轴线均匀布置。
8.进一步的,所述蒸发管为i型,与燃烧室侧壁呈一夹角斜伸入燃烧室,其一端固定、另一端悬置,悬置端呈喇叭形外扩。
9.进一步的,所述蒸发管为t型,与燃烧室侧壁呈一夹角斜伸入燃烧室,其一端固定、另一端悬置,悬置端呈t形连接另一短管,短管与斜向蒸发管正交连通,且两头通透。
10.进一步的,所述燃料喷嘴末端的喷油孔与蒸发管轴线平行。
11.进一步的,所述蒸发管外壁缠绕设置电阻丝。
12.所述蒸发管及燃料喷嘴以陶瓷或高温合金为材料,高温合金材料的蒸发管需要做相应的表面氧化处理,保证有一定的耐高温和耐腐蚀的特性。
13.进一步的,所述多燃料燃气轮机还包括回热器,所述回热器设有第一进口、第一出口、第二进口和第二出口;空压机的出口与回热器的第一进口连接,回热器的第一出口与燃烧室入口连接,燃烧室出口与透平的入口连接,透平的出口与回热器的第二进口连接。
14.进一步的,所述回热器为多腔体式换热装置,多腔体式换热装置的结构为:包括至
少两个换热单元,所述换热单元包括输入板和输出板,所述输入板和输出板的侧面通过扣合装置密封连接,所述一对相邻的输入板和输出板之间围成换热腔体。
15.进一步的,换热腔体内,位于输入板和输出板的内壁上均设有翅片。
16.进一步的,所述翅片与输入板或输出板一体成型;或者,所述翅片与输入板或输出板固定。
17.进一步的,所述翅片为波浪形板或直板。
18.进一步的,所述扣合装置包括相互平行的围挡一、围挡二和与之垂直的侧围,所述围挡一、围挡二和侧围的截面构成“凹”字型,所述输入板和输出板边缘嵌入围挡一、围挡二和侧围之间构成的卡槽里。
19.进一步的,所述围挡一和围挡二顶部设置螺孔,输入板和输出板外侧设置压头,压头一端贴合所述输入板或输出板,另一头固定横梁,所述横梁的两头均设置调节螺栓。
20.进一步的,所述多个换热单元叠摞设置,相邻的换热单元之间在所述扣合装置之间设置密封板密封。
21.进一步的,换热装置横截面为长方形、扇形或圆柱形。
22.所述多腔体式换热装置的加工方法,包括如下步骤:
23.s100)将输入板或输出板固定在3d打印机工作台上,启动已载入翅片模型的3d打印机,调节打印方向及位置,逐个打印翅片;
24.或者,
25.工作台上,启动已载入带翅片的输入板或输出板模型的3d打印机,调节打印方向及位置,打印带翅片的输入板和输出板;
26.或者,
27.对原始板材通过电火花切割或化学刻蚀或线切割加工出带有翅片的输入板和输出板;
28.s200)将输入板与输出板相对、使翅片位于换热腔体内,将输入板和输出板的边缘卡入卡槽内,将相邻的一对输入板和输出板连为一体;
29.s300)将压头抵在一对输入板和输出板的外壁,将横梁上的螺栓拧入螺孔内,施加预定预紧力;
30.s400)重复步骤s200)
‑
s300,安装其他换热单元,直至将各个换热单元叠摞设置。
31.进一步的,所述换热装置横截面为长方形或扇形时,在相邻扣合装置之间设置密封板密封。
32.本实用新型所采用的多燃料燃气轮机的工作流程为:气体经空压机压缩后通入燃烧室,与从燃料喷嘴喷出的燃料混合燃烧,之后气体从燃烧室喷出推动透平做功,透平做功带动启发一体式电机发电。空压机启动时由启发一体式电机带动。启发一体式电机先作为电动机带动空压机旋转,待加速到能独立运行后则作为发电机发电。回热器的工作流程为:工质(比如空气)从空压机入口进入,经空压机压缩后,从其出口进入回热器的第一进口,并从第一出口流出、进入燃烧室燃烧后进入透平入口;工质经透平做功后,从透平出口进入回热器的第二进口,在回热器内换热后从其第二出口流出;从第二出口流出。
33.本实用新型的多燃料供能系统,将沼气池联合后产生的沼气存在储气箱内,和备用箱一起,为多燃料燃气轮机提供燃料,有效、高效地利用了农村地区的沼气池,具有较大
的经济效益和社会意义。
34.本实用新型所采用的多燃料燃气轮机,在蒸发管内部设置多个燃料喷嘴,即提供多条燃料供应通道,可以在不同时段喷射不同种类的燃料燃烧,以适应多种工况;蒸发管外部布局有电阻丝,在启动阶段可以加热蒸发管,保证在没有燃气加热的情况下燃料也能雾化蒸发。
35.本实用新型的蒸发管布局在燃烧室火焰筒内部,工作时,靠燃烧室高温燃气或者预热电阻丝加热管内空气和燃料混合物,使燃料雾化蒸发,变成易于燃烧的气态燃料,燃烧更加充分。
36.本实用新型的燃气轮机,还具有以下优点:
37.1、整个燃烧室布局简洁、紧凑,流阻损失与热损失均比较低。
38.2、蒸发管、燃料喷嘴对燃料的适用性较强,适用于汽油、煤油、甲醇、乙醇(等生物质燃料)等多种燃料。
39.3、蒸发管中油气混合均匀,避免了主燃区的局部富油区,减少了冒烟和积碳。
40.4、燃料燃烧时火焰呈蓝色,辐射热量少,使火焰筒壁温较低。
41.5、蒸发管不要求很高的供油压力,燃烧室出口温度场分布比较均匀、稳定。
42.6、简化了供油管道。
43.本实用新型所采用的回热器为多腔体式换热装置,具有以下优点:
44.1、本实用新型的多腔体式换热装置,是将一个较大的换热腔体做成多个(至少2个)较小的换热腔体,将较小的换热腔体连接起来,两片大板之间的变形转化为多片小板的小变形,并在板的中部加了预紧力,减少变形,确保长寿命、高可靠性。需要说明的是,本实用新型换热板并不是简单地减小尺寸,而是对于任意的传统换热板,本实用新型换热板大小均在其原有的、应有的设计尺寸基础上减为几分之一或几十分之一。
45.2、本实用新型的多腔体式换热装置,换热腔体的增加,使相邻板之间温度梯度降低,参见图4,减小单个腔体内的气压,防止胀裂。
46.3、本实用新型的多腔体式换热装置,采用多腔体式换热板,会使焊缝变短,工艺简单且不易漏气。
47.4、本实用新型的多腔体式换热装置,压头在垂直于换热板的方向上施加压力,防止换热板因受气压作用凸起变形,防止胀裂,提高装置使用寿命,减少维护成本。
48.本实用新型使用的各种术语和短语具有本领域技术人员公知的一般含义。提及的术语和短语如有与公知含义不一致的,以本实用新型所表述的含义为准。
附图说明
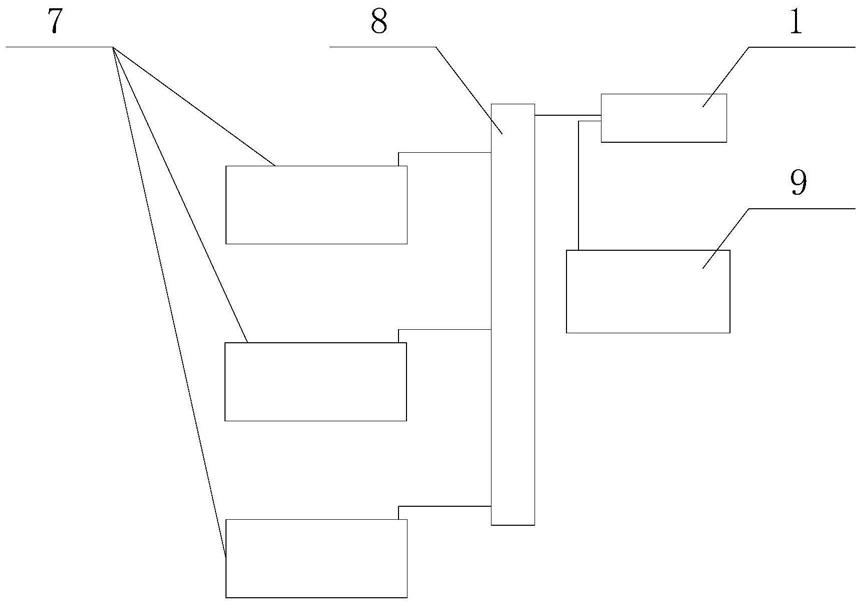
49.图1为本实用新型的多燃料供能系统的结构简图。
50.图2为本实用新型的燃气轮机的结构示意图。
51.图3为蒸发管(i型)及燃料喷嘴的结构示意图一。
52.图4为蒸发管(i型)及燃料喷嘴的结构示意图二。
53.图5为蒸发管(t型)及燃料喷嘴的结构示意图三。
54.图6为实施例2的燃气轮机的结构简图。
55.图7为本实用新型的多腔体式换热装置中,翅片为波浪形板的换热单元结构示意
图。
56.图8为本实用新型的多腔体式换热装置中,翅片为直板的换热单元结构示意图。
57.图9为本实用新型的多腔体式换热装置一种实施方式的端面位置结构示意图。
58.图10为本实用新型的多腔体式换热装置一种实施方式的横截面结构示意图。
59.图11为本实用新型的多腔体式换热装置另一种实施方式的端面位置结构示意图。
60.图12为本实用新型的多腔体式换热装置另一种实施方式的横截面结构示意图。
61.其中,1
‑
燃气轮机,105
‑
燃烧室,12
‑
燃料管道,13
‑
燃料喷嘴,131
‑
喷油孔,14
‑
蒸发管,101
‑
回热器,1011
‑
第一进口,1012
‑
第一出口,1013
‑
第二进口,1014
‑
第二出口,102
‑
空压机,103
‑
启发一体式电机,104
‑
透平,7
‑
沼气池,8
‑
储气箱,9
‑
备用箱,10
‑
输入板,11
‑
翅片,20
‑
输出板,30
‑
扣合装置,31
‑
围挡一,32
‑
围挡二,33
‑
侧围,34
‑
卡槽,35
‑
密封板,40
‑
压头,41
‑
横梁,50
‑
换热腔体。
具体实施方式
62.下面结合附图对本实用新型作进一步的说明。然而,本实用新型的范围并不限于下述实施例。本领域的专业人员能够理解,在不背离本实用新型的精神和范围的前提下,可以对本实用新型进行各种变化和修饰。
63.实施例1
64.一种多燃料供能系统,包括若干沼气池7,储气箱8,至少一个备用箱9和多燃料燃气轮机1,如图1所示,其中,各个沼气池7分别通过管路连接储气箱8,储气箱8和备用箱9分别连接至多燃料燃气轮机1的两根燃料管道12,采用储气箱8和备用箱9两条燃料供应源。备用箱9内存储有燃料,如乙醇、甲醇、汽油。可在地底挖坑后置入,也可置于地面。
65.所述多燃料燃气轮机1,包括转轴、空压机102、透平104、燃烧室105和启发一体式电机103,透平104、空压机102、启发一体式电机103依次套设在转轴上;如图2所示,其中,其中,燃烧室105侧壁上固定有中空的蒸发管14;还包括燃料管道12,燃料管道12末端连通的燃料喷嘴13穿过燃烧室105侧壁进入燃烧室105,并伸入蒸发管14内;蒸发管14内容纳设置至少两个燃料喷嘴13;相应地,燃料管道12的数量与燃料喷嘴13的数量相同。
66.蒸发管14设置为两个或两个以上,环绕燃气轮机转轴轴线均匀布置。
67.其中一种方式,所述蒸发管14为i型,如图3、图4所示,与燃烧室105侧壁呈一夹角斜伸入燃烧室105,其一端固定、另一端悬置,悬置端呈喇叭形外扩。
68.另外一种方式,蒸发管14为t型,如图5所示,与燃烧室105侧壁呈一夹角斜伸入燃烧室105,其一端固定、另一端悬置,悬置端呈t形连接另一短管,短管与斜向蒸发管正交连通,且两头通透。
69.具体应用时,根据实际需求决定蒸发管14为i型还是t型,保证雾化蒸发完全,流阻损失小。
70.进一步的,燃料喷嘴13末端的喷油孔131与蒸发管14轴线平行。
71.进一步的,所述蒸发管14外壁缠绕设置电阻丝。
72.所述蒸发管及燃料喷嘴以陶瓷或高温合金为材料,高温合金材料的蒸发管需要做相应的表面氧化处理,保证有一定的耐高温和耐腐蚀的特性。
73.多燃料燃气轮机1的工作流程为:气体经空压机102压缩后通入燃烧室105,与从燃
料喷嘴13喷出的燃料混合燃烧,之后气体从燃烧室105喷出推动透平104做功,透平104做功带动启发一体式电机103发电。空压机102启动时由启发一体式电机103带动。启发一体式电机103先作为电动机带动空压机102旋转,待加速到能独立运行后则作为发电机发电。
74.实施例2
75.与实施例1的不同之处在于多燃料燃气轮机1上增加了回热器101。
76.所述回热器101设有第一进口1011、第一出口1012、第二进口1013和第二出口1014;空压机102的出口与回热器101的第一进口1011连接,回热器101的第一出口1012与燃烧室105入口连接,燃烧室105出口与透平104的入口连接,透平104的出口与回热器101的第二进口1013连接;如图6所示。
77.工作流程为:工质(比如空气)从空压机102入口进入,经空压机102压缩后,从其出口进入回热器101的第一进口1011,并从第一出口1012流出、进入燃烧室105燃烧后进入透平104入口;工质经透平104做功后,从透平104出口进入回热器101的第二进口1013,在回热器101内换热后从其第二出口1014流出。
78.所述回热器为多腔体式换热装置,其结构为:包括至少两个换热单元,所述换热单元包括输入板10和输出板20,所述输入板10和输出板20的侧面通过扣合装置30密封连接,所述一对相邻的输入板10和输出板20之间围成换热腔体50,如图7~12所示。
79.所述换热腔体50内,位于输入板10和输出板20的内壁上均设有翅片11;所述翅片11与输入板10或输出板20一体成型;或者,所述翅片11与输入板10或输出板20固定。优选的,所述翅片11为波浪形板或直板。
80.如图7、8所示,所述扣合装置30包括相互平行的围挡一31、围挡二32和与之垂直的侧围33,所述围挡一31、围挡二32和侧围33的截面构成“凹”字型,所述输入板10和输出板20边缘嵌入围挡一31、围挡二32和侧围33之间构成的卡槽34里。所述围挡一31和围挡二32顶部设置螺孔,输入板10和输出板20外侧设置压头40,压头40一端贴合所述输入板10或输出板20,另一头固定横梁41,所述横梁41的两头均设置调节螺栓。调节螺栓与螺孔螺纹连接,用于调节压头对输入板和输出板的预紧力。
81.优选的,所述多个换热单元叠摞设置,相邻的换热单元之间在所述扣合装置30之间设置密封板35密封。
82.优选的,换热装置横截面为长方形、扇形或圆柱形。当所述输入板10和输出板20横截面为圆形时,扣合装置30为圆盘形法兰,参见图11、12,所述围挡一31和围挡二32为法兰端面上凸起的相互平行的圆形壳体,相邻的两个圆形壳体及法兰端面之间围成所述卡槽34,此时由于法兰端面是连续、密实的,可起到密封作用,不需要再额外设置密封板35。安装换热板时由轴线逐渐向外安装,本实用新型中的输入板10、输出板20都属于换热板。
83.优选的,当所述换热装置设置为接收太阳能加热时,换热装置外表面不接收反射光的部分覆有水箱,以减缓热量损失。
84.优选的,所述多腔体式换热装置适用于光热、核能等换热场合。
85.所述多腔体式换热装置的加工方法,包括如下步骤:
86.s100)将输入板10或输出板20固定在3d打印机工作台上,启动已载入翅片模型的3d打印机,调节打印方向及位置,逐个打印翅片11;
87.或者,
88.工作台上,启动已载入带翅片11的输入板10或输出板20模型的3d打印机,调节打印方向及位置,打印带翅片11的输入板10和输出板20;
89.或者,
90.对原始板材通过电火花切割或化学刻蚀或线切割加工出带有翅片11的输入板10和输出板20;
91.s200)将输入板10与输出板20相对、使翅片11位于换热腔体50内,将输入板10和输出板20的边缘卡入卡槽34内,将相邻的一对输入板10和输出板20连为一体;
92.s300)将压头40抵在一对输入板10和输出板20的外壁,将横梁41上的螺栓拧入螺孔内,施加预定预紧力;
93.s400)重复步骤s200)
‑
s300,安装其他换热单元,直至将各个换热单元叠摞设置。
94.优选的,所述换热装置横截面为长方形或扇形时,在相邻扣合装置30之间设置密封板35密封。
95.给本领域技术人员提供上述实施例,以完全公开和描述如何实施和使用所主张的实施方案,而不是用于限制本文公开的范围。对于本领域技术人员而言显而易见的修饰将在所附权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1