一种高温合金真空炉加料桶的制作方法
1.本实用新型涉及钢铁冶炼技术领域,特别涉及一种高温合金真空炉加料桶。
背景技术:
2.随着新型材料的不断发展,对制造工艺及设备的要求也不断提高,特别是真空熔炼设备更是得到广泛的应用,由于材料的饱和蒸气压不同,在熔炼时会有挥发现象的发生,为了避免因挥发而带来贵重金属的损失,材料加入的时机和顺序就尤为重要了,因此就需要配备在不破坏真空条件下连续加料的加料装置了,加料桶作为熔炼炉加料机构,其下部有几个活动的挡板,用布绳将其捆上,桶内加入炉料,通过卷扬机经过阀门进入坩埚内,用坩埚内的温度将布绳烧断,炉料掉入坩埚内,完成加料。传统的真空炉加料装置,加料桶底部为两半圆活动片状,运输金属物料的过程中利用绳子将半圆活动片捆绑,当加料桶到达高温钢液上部时绳子被烧断,活动叶片打开,金属物料落入坩埚中。但是,这种加料方式因绳子烧断位置具有不确定性而不能准确控制加料位置,如绳子过早被烧断,高处落下的金属物料散落范围较广,部分会卡在坩埚上部而无法顺利落下,同时溅起的钢水会造成坩埚口变小,影响加料作业的进行,安全性较差。
技术实现要素:
3.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种高温合金真空炉加料桶,整体结构简单、操作简便,通过设置铰链合页和开合叶片配合准确控制加料桶在适当的位置释放金属物料,从而实现精准加料,加料过程无飞溅、操作的安全性提高。
4.为了解决上述技术问题,本实用新型的技术方案是:
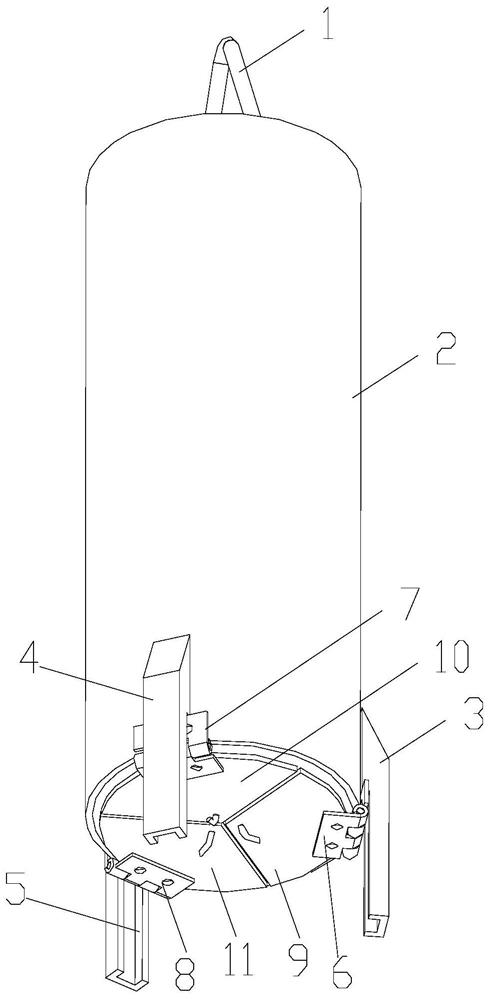
5.一种高温合金真空炉加料桶,包括吊耳、桶身、支撑腿、铰链合页及开合叶片,所述吊耳与桶身的上端内壁焊接,所述支撑腿与桶身的下端外壁焊接,所述铰链合页的一端与桶身的下端外壁焊接,所述铰链合页的另一端与所述开合叶片焊接,所述开合叶片设置于所述桶身的底部。
6.优选地,所述支撑腿包括第一支撑腿、第二支撑腿及第三支撑腿,所述第一支撑腿、第二支撑腿及第三支撑腿均呈三角形的顶点分布设置于所述桶身的下端外壁。
7.优选地,所述铰链合页包括第一铰链合页、第二铰链合页及第三铰链合页,所述第一铰链合页设置于所述第一支撑脚的上端内侧,所述第二铰链合页设置于所述第二支撑脚的上端内侧,所述第三铰链合页设置于所述第三支撑脚的上端内侧。
8.优选地,所述开合叶片包括第一开合叶片、第二开合叶片及第三开合叶片,所述第一开合叶片的底部与所述第一铰链合页焊接,所述第二开合叶片的底部与所述第二铰链合页焊接,所述第三开合叶片的底部与所述第三铰链合页焊接。
9.优选地,所述第一开合叶片的横截面、第二开合叶片的横截面及第三开合叶片的横截面的横截面均为扇形,所述桶身的横截面为圆形。
10.优选地,所述桶身为不锈钢材质,所述桶身的壁厚为3.5mm。
11.采用上述技术方案,本实用新型提供的一种高温合金真空炉加料桶,具有以下有益效果:该高温合金真空炉加料桶中的支撑腿与桶身的下端外壁焊接,铰链合页的一端与桶身的下端外壁焊接,铰链合页的另一端与开合叶片焊接,开合叶片设置于桶身的底部,通过设置铰链合页和开合叶片配合准确控制加料桶在适当的位置释放金属物料,从而实现精准加料,并且该高温合金真空炉加料桶整体结构较为简单、操作简便,加料过程无飞溅、操作的安全性提高,安全性能好。
附图说明
12.图1为本实用新型的立体图;
13.图2为本实用新型另一角度的立体图;
14.图3为本实用新型俯视图;
15.图4为本实用新型仰视图;
16.图中,1
‑
吊耳、2
‑
桶身、3
‑
第一支撑腿、4
‑
第二支撑腿、5
‑
第三支撑腿、6
‑
第一铰链合页、7
‑
第二铰链合页、8
‑
第三铰链合页、9
‑
第一开合叶片、10
‑
第二开合叶片、11
‑
第三开合叶片。
具体实施方式
17.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
18.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
20.如图1所示,在本实用新型的立体图中,该高温合金真空炉加料桶包括吊耳1、桶身2、支撑腿、铰链合页及开合叶片,该吊耳1与桶身2的上端内壁焊接,该支撑腿与桶身2的下端外壁焊接,该铰链合页的一端与桶身2的下端外壁焊接,该铰链合页的另一端与该开合叶片焊接,该开合叶片设置于该桶身2的底部。可以理解的,该桶身2可以是不锈钢材质或铝合金材质等,该桶身2的壁厚为3.5mm;铰链合页可选用尺寸接近的铰链,保证原料落下时底部开合叶片打开顺畅即可;吊耳1与桶身2焊接点在桶身2顶部下1cm处即可。
21.具体地,图2为本实用新型另一角度的立体图,结合图1、图2、图3及图4可知,该支
撑腿包括第一支撑腿3、第二支撑腿4及第三支撑腿5,该第一支撑腿3、第二支撑腿4及第三支撑腿5均呈三角形的顶点分布设置于该桶身2的下端外壁;该铰链合页包括第一铰链合页6、第二铰链合页7及第三铰链合页8,该第一铰链合页6设置于该第一支撑脚的上端内侧,该第二铰链合页7设置于该第二支撑脚的上端内侧,该第三铰链合页8设置于该第三支撑脚的上端内侧;该开合叶片包括第一开合叶片9、第二开合叶片10及第三开合叶片11,该第一开合叶片9的底部与该第一铰链合页6焊接,该第二开合叶片10的底部与该第二铰链合页7焊接,该第三开合叶片11的底部与该第三铰链合页8焊接。可以理解的,该第一开合叶片9的横截面、第二开合叶片10的横截面及第三开合叶片11的横截面的横截面均为扇形,该桶身2的横截面为圆形。因加料桶需从隔离阀通过,3个支撑腿的最大外圆直径不能超过170mm。
22.可以理解的,本实用新型设计合理,构造独特,通过设置铰链合页和开合叶片配合准确控制加料桶在适当的位置释放金属物料,从而实现精准加料,并且该高温合金真空炉加料桶整体结构较为简单、操作简便,加料过程无飞溅、操作的安全性提高,安全性能好。
23.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1