一种高产能锂电池干燥系统的制作方法
1.本实用新型涉及锂电池生产加工设备技术领域,具体的说,是涉及一种高产能锂电池干燥系统。
背景技术:
2.目前,国内外锂电行业具有良好的发展前景,锂离子电池以其特有的性能优势已在便携式电器如手提电脑、摄像机、移动通讯中得到普遍应用。目前开发的大容量锂离子电池已在电动汽车中开始试用,预计将成为21世纪电动汽车的主要动力电源之一,并将在人造卫星、航空航天和储能方面得到应用。随着能源的紧缺和世界的环保方面的压力,锂电池在被广泛应用于电动车行业,特别是磷酸铁锂材料电池的出现,更推动了锂电池产业的发展和应用。为了保证锂电池具有高质量,需要对锂电池生产过程中的每一工序所处的生产环境进行严格把关。在锂电池的生产过程中,需要对裸电芯、极片、极卷和电芯进行预热或干燥处理。
3.目前,现有锂电池干燥系统中电池夹具一般结构比较复杂,存在各种电气组件,如探针、发热板等等,容易出现放电等风险,同时现有的锂电池干燥系统工作效率比较低。
4.以上缺陷,有待改善。
技术实现要素:
5.为了克服现有的技术的不足, 本实用新型提供一种高产能锂电池干燥系统。
6.本实用新型技术方案如下所述:
7.一种高产能锂电池干燥系统,包括用于放置电池的夹具,所述夹具包括夹具框架,所述夹具框架包括两个相对的第一侧板和两个相对的第二侧板,两个所述第一侧板之间设置有多个用于支撑所述电池的支撑杆和多个用于与所述电池的长度相配合的间隔杆,所述间隔杆位于所述支撑杆的上方,所述间隔杆的两端与所述第一侧板滑动连接。
8.根据上述方案的本实用新型,进一步的,两个所述第二侧板之间设置有加强板,所述加强板的两端与所述第二侧板的中部固定连接,所述加强板的两侧均设置有用于限制所述电池位置的限位板,所述限位板的两端与所述第二侧板滑动连接,所述限位板和所述加强板均位于所述间隔杆的上方。
9.根据上述方案的本实用新型,更进一步的,所述限位板上设置有限位机构。
10.根据上述方案的本实用新型,更进一步的,更包括移动轨道组件、安装在所述移动轨道组件上的用于叉取所述夹具的调度机器人及分别设置在所述移动轨道组件两侧的两条干燥线,所述干燥线包括干燥炉组,所述干燥炉组包括多个并排设置的干燥炉体,所述干燥炉体内设置有若干个真空腔,对应每一所述真空腔的开口处设置有一密封门,对应每一所述真空腔的内部设置有若干层发热板,所述发热板上设置有多个与所述支撑杆相配合的方形槽,当所述夹具放置在所述发热板上时,所述夹具的支撑杆落在所述发热板的方形槽中,所述夹具中的电池与所述发热板接触。同时,发热板的顶部贴有硅胶,通过该硅胶实现
与夹具1的接触面软接触。
11.根据上述方案的本实用新型,更进一步的,所述发热板的顶部设置有定位销,所述夹具的底部设置有与所述定位销相配合的定位孔。
12.根据上述方案的本实用新型,更进一步的,所述干燥线更包括自动上料机组和自动下料机组,所述自动上料机组和所述自动下料机组分别设置在所述干燥炉组的两端,所述自动上料机组包括上料传输线、用于将多个所述电池合并在一起形成电池组的合料平移模组、用于将所述上料传输线传输过来的电池放置到所述合料平移模组上的第一取料模组、用于放置待上料的所述夹具的上料夹具支撑平台以及用于将所述电池组放置到待上料的所述夹具中的上料模组,所述上料夹具支撑平台设置在所述调度机器人的工作空间内;
13.所述自动下料机组包括下料传输线、用于将所述电池组拆分成多个所述电池的分料平移模组、用于将拆分的所述电池放置到所述下料传输线上的第二取料模组、用于放置待下料的所述夹具的下料夹具支撑平台以及用于将待下料的所述夹具中的所述电池组放置到所述分料平移模组上的下料模组,所述下料夹具支撑平台设置在所述调度机器人的工作空间内。
14.根据上述方案的本实用新型,更进一步的,所述上料传输线上设置有用于确认ng电池的扫码枪和用于将所述ng电池剔除的ng电池筛选模组。
15.根据上述方案的本实用新型,更进一步的,所述上料夹具支撑平台的一侧设置有假电池输入线,所述假电池输入线的取料位设置在所述上料模组的工作空间内;
16.所述下料夹具支撑平台的一侧设置有假电池输出线,所述假电池输出线的上料位设置在所述下料模组的工作空间内。
17.根据上述方案的本实用新型,更进一步的,所述干燥线还包括夹具缓存架和人工夹具放置台,所述夹具缓存架和人工夹具放置台设置在所述调度机器人的工作空间内。
18.根据上述方案的本实用新型,更进一步的,所述干燥线还包括真空泵机组和控制操作机组,所述真空泵机组与所述干燥炉体的每一个所述真空腔连通,所述移动轨道组件、所述调度机器人、所述自动上料机组、所述干燥炉组、所述自动下料机组及所述真空泵机组均与所述控制操作机组电性连接。
19.与现有技术相比,本实用新型的有益效果在于:
20.1、本实用新型的夹具采用杆式设计,且发热板内置于炉腔中,无探针等电气组件,减少了放电等风险,加热时,夹具的支撑杆落在发热板的方形槽中,从而使夹具中的电池与发热板直接接触加热,电池升温快,干燥效率高;
21.2、夹具结构简单,极大的节约成本,兼容性强,换型方便;
22.3、夹具采用机器人搬运,减少运动机构,减少故障,节约成本;
23.4、本实用新型整体结构简单,易于实现自动化工作,生产效率高,便于维护。
附图说明
24.图1为本实用新型一实施例的结构示意图;
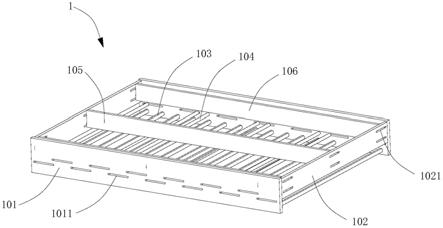
25.图2为本实用新型一实施例夹具的结构示意图;
26.图3为本实用新型一实施例夹具装满电池的结构示意图;
27.图4为本实用新型一实施例发热板的结构示意图;
28.图5为本实用新型一实施例夹具放置到加热板上的结构示意图;
29.图6为本实用新型一实施例自动上料机组的结构示意图;
30.图7为本实用新型一实施例自动下料机组的结构示意图。
31.在图中,
32.1、夹具;101、第一侧板;102、第二侧板;103、支撑杆;104、间隔杆;105、加强板;106、限位板;1011、第一腰型孔;1021、第二腰型孔;
33.2、移动轨道组件;
34.3、调度机器人;
35.4、干燥炉体;401、发热板;4011、方形槽;
36.5、上料传输线;
37.6、合料平移模组;
38.7、第一取料模组;
39.8、上料夹具支撑平台;
40.9、上料模组;
41.10、下料传输线;
42.11、分料平移模组;
43.12、第二取料模组;
44.13、下料夹具支撑平台;
45.14、下料模组;
46.15、扫码枪;
47.16、ng电池筛选模组;
48.17、假电池输入线;
49.18、假电池输出线;
50.19、夹具缓存架;
51.20、人工夹具放置台;
52.21、真空泵机组;
53.22、控制操作机组;
54.100、电池。
具体实施方式
55.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
56.需要说明的是,术语“安装”、“设置”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。术语“上”、“下”、“顶”、“底”、“内”、“侧”等指示的方位或位置为基于附图所示的方位或位置,仅是为了便于描述,不能理解为对本技术方案的限制。术语“第一”、“第二”仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“若干个”的含义是一个或一个以上,除非另有明确具体的限定。“多
个”的含义是一个或一个以上,除非另有明确具体的限定。
57.请参阅图1,本实用新型实施例提供了一种高产能锂电池干燥系统,包括用于放置电池100的夹具1、移动轨道组件2、安装在移动轨道组件2上的用于叉取夹具1的调度机器人3及分别设置在移动轨道组件2两侧的两条干燥线,调度机器人3的工作端设置有用于叉取夹具1的叉料架(图未示出)。
58.请参阅图2、图3,夹具1包括夹具框架,夹具框架包括两个相对的第一侧板101和两个相对的第二侧板102。两个第一侧板101之间设置有多个用于支撑电池100的支撑杆103和多个用于与电池100的长度相配合的间隔杆104,间隔杆104位于支撑杆103的上方,间隔杆104的两端与第一侧板101滑动连接,换型不同长度的电池100时,只需要调节间隔杆104的位置即可,无需更换新的夹具1,通用性高。两个第二侧板102之间设置有加强板105,加强板105的两端与第二侧板102的中部固定连接,加强板105起到加强夹具1结构稳定性的作用。同时,加强板105的两侧均设置有限位板106,限位板106的两端与第二侧板102滑动连接,限位板106和加强板105均位于间隔杆104的上方,限位板106用于限制电池100位置且可起到加强夹具1结构稳定性的作用,用户可根据生产需求调节限位板106的位置。
59.请参阅图1、图4、图5,干燥线包括干燥炉组、自动上料机组及自动下料机组,自动上料机组和自动下料机组分别设置在干燥炉组的两端。干燥炉组包括多个并排设置的干燥炉体4,干燥炉体4内设置有若干个真空腔(图未示出,下同),对应每一真空腔的开口处设置有一密封门(图未示出),对应每一真空腔的内部设置有若干层发热板401,发热板401上设置有多个与支撑杆103相配合的方形槽4011,当夹具1放置在发热板401上时,夹具1的支撑杆103落在发热板401的方形槽4011中,从而使夹具1中的电池100与发热板401直接接触加热,电池100升温快,干燥效率高。
60.请参阅图6,自动上料机组包括上料传输线5、用于将多个电池100合并在一起形成电池组的合料平移模组6、用于将上料传输线5传输过来的电池100放置到合料平移模组6上的第一取料模组7、用于放置待上料的夹具1的上料夹具支撑平台8以及用于将电池组放置到待上料的夹具1中的上料模组9,上料夹具支撑平台8设置在调度机器人3的工作空间内。上料时,第一取料模组7将上料传输线5传输过来的电池100放置到合料平移模组6上,合料平移模组6将多个电池100合并在一起形成电池组,上料模组9夹取合料平移模组6上的电池组并放置到上料夹具支撑平台8上的待上料的夹具1,放满后,供调度机器人3叉取,进行后续的干燥作业。
61.请参阅图7,自动下料机组包括下料传输线10、用于将电池组拆分成多个电池100的分料平移模组11、用于将拆分的电池100放置到下料传输线10上的第二取料模组12、用于放置待下料的夹具1的下料夹具支撑平台13以及用于将待下料的夹具1中的电池组放置到分料平移模组11上的下料模组14,下料夹具支撑平台13设置在调度机器人3的工作空间内。下料时,下料模组14将下料夹具支撑平台13上的待下料的夹具1中的电池组放置到分料平移模组11上,分料平移模组11将电池组拆分成多个电池100,第二取料模组12将分料平移模组11上拆分的电池100放置到下料传输线10上,下料完成后的空夹具1,供调度机器人3回收。
62.进一步的,限位板106上设置有限位机构(图未示出),如防倒板簧等等,避免夹具1中的电池100在转移过程中倒下。
63.请参阅图2,进一步的,间隔杆104的两端均设置有第一滑动组件(图未示出,下同),第一侧板101上设置有多个与第一滑动组件相配合的第一腰型孔1011,第一滑动组件可在第一腰型孔1011中来回滑动,每一间隔杆104均通过其两端设置的第一滑动组件安装在两个第一侧板101的对应的第一腰型孔1011中,从而实现间隔杆104的调节功能。
64.限位板106的两端均设置有第二滑动组件(图未示出,下同),第二侧板102上设置有多个与第二滑动组件相配合的第二腰型孔1021,第二滑动组件可在第二腰型孔1021中来回滑动,每二间隔杆104均通过其两端设置的第二滑动组件安装在两个第二侧板102的对应的第二腰型孔1021中,从而实现限位板106的调节功能。
65.进一步的,发热板401的顶部设置有定位销(图未示出,下同),夹具1的底部设置有与定位销相配合的定位孔(图未示出,下同),夹具1通过定位销和定位孔限位在发热板401上。优选的,定位销和定位孔的个数为2个或者2个以上,有助于更好的将夹具1限位在发热板401上。
66.请参阅图6,进一步的,上料传输线5上设置有用于确认ng电池的扫码枪15和用于将ng电池剔除的ng电池筛选模组16,通过扫码枪15确定电池100的型号和批次,并通过ng电池筛选模组16将型号和批次不一致的电池100剔除到ng电池暂存架上(图未示出)。
67.请参阅图6、图7,进一步的,上料夹具支撑平台8的一侧设置有假电池输入线17,假电池输入线17的取料位设置在上料模组9的工作空间内。下料夹具支撑平台13的一侧设置有假电池输出线18,假电池输出线18的上料位设置在下料模组14的工作空间内。假电池是测试电池,主要是为了抽检其中的电池含水量,因为电池含水量的测量是破坏性的,因此,独立地设置了假电池进入到整个系统的输入输出线。
68.请参阅图1,进一步的,干燥线还包括夹具缓存架19和人工夹具放置台20,夹具缓存架19和人工夹具放置台20设置在调度机器人3的工作空间内。
69.请参阅图1,进一步的,干燥线还包括真空泵机组21和控制操作机组22,真空泵机组21与干燥炉体4的每一个真空腔连通,电池100的干燥作业开始前,真空泵机组21抽空真空腔的空气,使得电池100在真空环境中干燥。移动轨道组件2、调度机器人3、自动上料机组、干燥炉组、自动下料机组及真空泵机组21均与控制操作机组22电性连接,通过控制操作机组22控制移动轨道组件2、调度机器人3、自动上料机组、干燥炉组、自动下料机组及真空泵机组21的启动。
70.工作原理:
71.上料时,需要干燥处理的电池100从上料传输线5传输过来,通过扫码枪15确定电池100的型号和批次,并通过ng电池筛选模组16将型号和批次不一致的电池100剔除到ng电池暂存架上;然后第一取料模组7将上料传输线5传输过来的电池100放置到合料平移模组6上,合料平移模组6将多个电池100合并在一起形成电池组,上料模组9夹取合料平移模组6上的电池组并放置到上料夹具支撑平台8上的待上料的夹具1。
72.上料完成后,供调度机器人3叉取上料夹具支撑平台8上放满电池100的夹具1,并将该夹具1放置到干燥炉体4的某一发热板401上,启动真空泵机组21,抽空该发热板401对应的真空腔的空气,使得电池100在真空环境中干燥。
73.干燥完成后,调度机器人3将夹具1取出,放置到下料夹具支撑平台13上,下料模组14将下料夹具支撑平台13上的夹具1中的电池组放置到分料平移模组11上,分料平移模组
11将电池组拆分成多个电池100,第二取料模组12将分料平移模组11上拆分的电池100放置到下料传输线10上,下料完成后的空夹具1供调度机器人3回收,以此循环。
74.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
75.上面结合附图对本实用新型专利进行了示例性的描述,显然本实用新型专利的实现并不受上述方式的限制,只要采用了本实用新型专利的方法构思和技术方案进行的各种改进,或未经改进将本实用新型专利的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1