一种料层厚度控制方法与流程
1.本技术涉及烧结生产技术领域,尤其涉及一种料层厚度控制方法。
背景技术:
2.烧结,是指把粉状物料转变为致密体的工艺过程,人们多利用烧结工艺生产陶瓷、粉末冶金、耐火材料和超高温材料。在烧结过程中,经过二次混合机制粒后的烧结机混合料转运至梭式布料机,由梭式布料机布入内壁安装蒸汽预热装置的混合料槽,圆辊给料机与多辊布料器组成的布料装置均匀地将混合料布在烧结机台车上。混合料的料层厚度会对烧结过程造成影响,进而影响材料的性能,料层过厚时,混合料无法烧结完全,料层过浅时,混合料烧结过度,返矿增加。
3.为了控制混合料的料层厚度实现均匀布料,现有技术中烧结一般采用厚料层工艺,通过圆辊给料机手动调速或pid调节完成烧结机料层厚度控制。
4.然而,上述现有技术采用圆辊给料机对料层厚度进行控制只能调整烧结纵向料层厚度,对烧结料层厚度的控制效果较差。
技术实现要素:
5.本技术提供了一种料层厚度控制方法,以解决对烧结料层厚度的控制效果较差的技术问题。
6.为了解决上述技术问题,本技术实施例公开了如下技术方案:
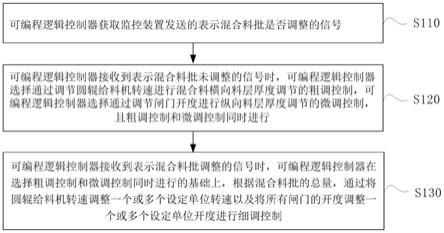
7.第一方面,本技术实施例公开了一种料层厚度控制方法,包括可编程逻辑控制器获取监控装置发送的表示混合料批是否调整的信号;
8.可编程逻辑控制器接收到表示混合料批未调整的信号时,可编程逻辑控制器选择通过调节圆辊给料机转速进行混合料横向料层厚度调节的粗调控制,可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,且粗调控制和微调控制同时进行;
9.可编程逻辑控制器接收到表示混合料批调整的信号时,可编程逻辑控制器在选择粗调控制和微调控制同时进行的基础上,根据混合料批的总量,通过将圆辊给料机转速调整一个或多个设定单位转速以及将所有闸门的开度调整一个或多个设定单位开度进行细调控制。
10.可选的,可编程逻辑控制器选择通过调节圆辊给料机转速进行混合料横向料层厚度调节的粗调控制,包括:
11.监控装置读取平行设置于混合料槽的8个料位计的值,并将8个料位计的值发送至可编程逻辑控制器,可编程逻辑控制器计算8个料位计的平均值,即料层厚度平均值,可编程逻辑控制器设定平均料层厚度目标值;
12.平均料层厚度目标值与料层厚度平均值之差大于5毫米时,监控装置读取圆辊给料机转速并将圆辊给料机转速发送至可编程逻辑控制器,可编程逻辑控制器计算圆辊给料
机目标转速,并将圆辊给料机目标转速设置为圆辊给料机转速;
13.平均料层厚度目标值与料层厚度平均值之差不大于5毫米时,可编程逻辑控制器不对圆辊给料机进行操作,即退出。
14.可选的,可编程逻辑控制器计算圆辊给料机目标转速,包括:
15.可编程逻辑控制器计算圆辊给料机目标转速的公式为:
16.r_sp=r+k1*(l_sp
‑
l_pv)/10*r,
17.其中,r_sp为圆辊给料机目标转速,r为初始转速,r与8个料位计对应的8个闸门的平均闸门开度相对应:平均闸门开度〈30,r为0.2,30〈平均闸门开度〈40,r为0.25,40〈平均闸门开度〈50,r为0.35,50〈平均闸门开度〈60,r为0.5,60〈平均闸门开度〈70,r为0.55,平均闸门开度〉70,r为0.6,k1为粗调系数,k1=10毫米/实际偏差量,实际偏差量为平均料层厚度目标值与料层厚度平均值之差,l_sp为料层厚度目标值,l_pv为料层厚度平均值。
18.可选的,可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,包括:
19.监控装置读取平行设置于混合料槽的8个料位计的值、与8个料位计一一对应的8个闸门的开度,并将8个料位计的值和8个闸门的开度发送至可编程逻辑控制器,可编程逻辑控制器计算8个料位计的平均值,即料层厚度平均值,并将料层厚度平均值设置为平均料层厚度目标值,平均料层厚度目标值也为当前列料层厚度目标值,可编程逻辑控制器读取每一列的料位计的值和料位计对应的闸门的开度,即当前列料层厚度和当前闸门开度;
20.当前列料层厚度与当前列料层厚度目标值之差的绝对值大于5毫米时,可编程逻辑控制器计算闸门目标开度,并将闸门目标开度设置为闸门开度;
21.当前列料层厚度与当前列料层厚度目标值之差的绝对值不大于5毫米时,可编程逻辑控制器不对闸门进行操作,即退出。
22.可选的,可编程逻辑控制器计算闸门目标开度,包括:
23.可编程逻辑控制器计算闸门目标开度的公式为:
24.gate_sp_i=gate_spold_i+k2*(l_sp_i
‑
l_pv_i)/5*gate,
25.其中,gate_sp_i为当前第i列闸门目标开度,gate_spold_i为当前第i列闸门开度,k2为微调系数,k2=5毫米/gate,l_sp_i为第i列料层厚度目标值,l_pv_i为第i列料层厚度,1≤i≤8,gate为闸门偏差调整基数,设定的单位gate为2%,一次微调控制中gate不超过3%。
26.可选的,根据混合料批的总量,通过将圆辊给料机转速调整一个或多个设定单位转速以及将所有闸门的开度调整一个或多个设定单位开度进行细调控制,包括:
27.混合料批的总量大于设定的正常混合料批的总量时,圆辊给料机转速调快一个或多个设定单位转速,所有闸门的开度调大一个或多个设定单位开度;
28.混合料批的总量小于设定的正常混合料批的总量时,圆辊给料机转速调慢一个或多个设定单位转速,所有闸门的开度调小一个或多个设定单位开度。
29.可选的,所述可编程逻辑控制器接收到表示混合料批未调整的信号时,所述可编程逻辑控制器选择通过调节圆辊给料机转速进行混合料横向料层厚度调节的粗调控制,所述可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,且所述粗调控制和所述微调控制同时进行,还包括:
30.所述粗调控制和所述微调控制均有周期,所述粗调控制和所述微调控制的周期公式均为:t=1.5/圆辊给料机转速+30秒,其中t为控制周期。
31.本技术的有益效果为:
32.本技术实施例提供的一种料层厚度控制方法,包括可编程逻辑控制器获取监控装置发送的表示混合料批是否调整的信号,可编程逻辑控制器接收到表示混合料批未调整的信号时,可编程逻辑控制器选择通过调节圆辊给料机转速进行混合料横向料层厚度调节的粗调控制,可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,且粗调控制和微调控制同时进行,可编程逻辑控制器接收到表示混合料批调整的信号时,可编程逻辑控制器在选择粗调控制和微调控制同时进行的基础上,根据混合料批的总量,通过将圆辊给料机转速调整一个或多个设定单位转速以及将所有闸门的开度调整一个或多个设定单位开度进行细调控制。通过粗调控制和微调控制实现了横向和纵向的料层厚度控制,通过对混合料批是否调整阶段的区别控制提高了料层厚度控制的精确度,其中,细调控制实现了根据混合料批的总量控制横向和纵向的料层厚度,从而提高了料层厚度控制的效果。
33.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
附图说明
34.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
35.图1为本技术实施例提供的一种料层厚度控制方法的流程示意图;
36.图2为本技术实施例提供的一种料层厚度控制方法中粗调控制过程的流程示意图;
37.图3为本技术实施例提供的一种料层厚度控制方法中微调控制过程的流程示意图。
具体实施方式
38.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
39.参见图1,本技术实施例提供了一种料层厚度控制方法,可解决烧结料层厚度的控制效果较差的问题,示例性的,该方法可包括步骤s110
‑
s130。
40.步骤s110:可编程逻辑控制器获取监控装置发送的表示混合料批是否调整的信号。
41.在一些实施例中,表示混合料批是否调整的信号分为表示混合料批未调整的信号和表示混合料批调整的信号,可通过信号类型的不同,将烧结料层厚度控制分为混合料批
调整阶段和混合料批未调整阶段即正常生产阶段,提高了料层厚度控制的精确度,进而提高了料层厚度控制的效果。
42.步骤s120:可编程逻辑控制器接收到表示混合料批未调整的信号时,可编程逻辑控制器选择通过调节圆辊给料机转速进行混合料横向料层厚度调节的粗调控制,可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,且粗调控制和微调控制同时进行。
43.如图2所示,粗调控制,包括监控装置读取平行设置于混合料槽的8个料位计的值,并将8个料位计的值发送至可编程逻辑控制器,可编程逻辑控制器计算8个料位计的平均值,即料层厚度平均值,可编程逻辑控制器设定平均料层厚度目标值;
44.平均料层厚度目标值与料层厚度平均值之差大于5毫米时,监控装置读取圆辊给料机转速并将圆辊给料机转速发送至可编程逻辑控制器,可编程逻辑控制器计算圆辊给料机目标转速,并将圆辊给料机目标转速设置为圆辊给料机转速;
45.平均料层厚度目标值与料层厚度平均值之差不大于5毫米时,可编程逻辑控制器不对圆辊给料机进行操作,即退出。
46.在一些实施例中,可编程逻辑控制器计算圆辊给料机目标转速,包括:
47.可编程逻辑控制器计算圆辊给料机目标转速的公式为:
48.r_sp=r+k1*(l_sp
‑
l_pv)/10*r,
49.其中,r_sp为圆辊给料机目标转速,r为初始转速,r与8个料位计对应的8个闸门的平均闸门开度相对应:平均闸门开度〈30,r为0.2,30〈平均闸门开度〈40,r为0.25,40〈平均闸门开度〈50,r为0.35,50〈平均闸门开度〈60,r为0.5,60〈平均闸门开度〈70,r为0.55,平均闸门开度〉70,r为0.6,k1为粗调系数,k1=10毫米/实际偏差量,实际偏差量为平均料层厚度目标值与料层厚度平均值之差,l_sp为料层厚度目标值,l_pv为料层厚度平均值,l_pv可选为30秒内的料层厚度平均值,提高了料层厚度检测的效率,进而提高了料层厚度控制的效率。
50.如图3所示,可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,包括:
51.监控装置读取平行设置于混合料槽的8个料位计的值、与8个料位计一一对应的8个闸门的开度,并将8个料位计的值和8个闸门的开度发送至可编程逻辑控制器,可编程逻辑控制器计算8个料位计的平均值,即料层厚度平均值,并将料层厚度平均值设置为平均料层厚度目标值,平均料层厚度目标值也为当前列料层厚度目标值,可编程逻辑控制器读取每一列的料位计的值和料位计对应的闸门的开度,即当前列料层厚度和当前闸门开度;
52.当前列料层厚度与当前列料层厚度目标值之差的绝对值大于5毫米时,可编程逻辑控制器计算闸门目标开度,并将闸门目标开度设置为闸门开度;
53.当前列料层厚度与当前列料层厚度目标值之差的绝对值不大于5毫米时,可编程逻辑控制器不对闸门进行操作,即退出。通过粗调控制实现了料层厚度的横向控制,通过微调控制实现了料层厚度的纵向控制,两个方向同时控制可提高料层厚度控制的效果。
54.在一些实施例中,可编程逻辑控制器计算闸门目标开度,包括:
55.可编程逻辑控制器计算闸门目标开度的公式为:
56.gate_sp_i=gate_spold_i+k2*(l_sp_i
‑
l_pv_i)/5*gate,
57.其中,gate_sp_i为当前第i列闸门目标开度,gate_spold_i为当前第i列闸门开度,k2为微调系数,k2=5毫米/gate,l_sp_i为第i列料层厚度目标值,l_pv_i为第i列料层厚度,1≤i≤8,gate为闸门偏差调整基数,设定的单位gate为2%,一次微调控制中gate不超过3%。
58.在一些实施例中,所述粗调控制和所述微调控制均有周期,所述粗调控制和所述微调控制的周期公式均为:t=1.5/圆辊给料机转速+30秒,其中t为控制周期。可避免料层厚度控制过于频繁造成对烧结效果的影响。
59.在一些实施例中,所述当前列料层厚度与所述当前列料层厚度目标值之差的绝对值大于3毫米时,所述可编程逻辑控制器向所述监控装置发送调整建议,且所述调整建议显示在所述监控装置的人机交互界面。可在微调控制前显示调整建议,增强了技术人员对料层厚度了解的及时性。
60.步骤s130:可编程逻辑控制器接收到表示混合料批调整的信号时,可编程逻辑控制器在选择粗调控制和微调控制同时进行的基础上,根据混合料批的总量,通过将圆辊给料机转速调整一个或多个设定单位转速以及将所有闸门的开度调整一个或多个设定单位开度进行细调控制。
61.在一些实施例中,混合料批的总量大于设定的正常混合料批的总量时,圆辊给料机转速调快一个或多个设定单位转速,所有闸门的开度调大一个或多个设定单位开度;
62.混合料批的总量小于设定的正常混合料批的总量时,圆辊给料机转速调慢一个或多个设定单位转速,所有闸门的开度调小一个或多个设定单位开度。细调控制实现了根据混合料批的总量控制横向和纵向的料层厚度,从而提高了料层厚度控制的效果。
63.由上述实施例可见,本技术实施例提供的一种料层厚度控制方法,包括可编程逻辑控制器获取监控装置发送的表示混合料批是否调整的信号,可编程逻辑控制器接收到表示混合料批未调整的信号时,可编程逻辑控制器选择通过调节圆辊给料机转速进行混合料横向料层厚度调节的粗调控制,可编程逻辑控制器选择通过调节闸门开度进行纵向料层厚度调节的微调控制,且粗调控制和微调控制同时进行,可编程逻辑控制器接收到表示混合料批调整的信号时,可编程逻辑控制器在选择粗调控制和微调控制同时进行的基础上,根据混合料批的总量,通过将圆辊给料机转速调整一个或多个设定单位转速以及将所有闸门的开度调整一个或多个设定单位开度进行细调控制。通过粗调控制和微调控制实现了横向和纵向的料层厚度控制,通过对混合料批是否调整阶段的区别控制提高了料层厚度控制的精确度,其中,细调控制实现了根据混合料批的总量控制横向和纵向的料层厚度,从而提高了料层厚度控制的效果。由于以上实施方式均是在其他方式之上引用结合进行说明,不同实施例之间均具有相同的部分,本说明书中各个实施例之间相同、相似的部分互相参见即可。在此不再详细阐述。
64.需要说明的是,在本说明书中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或暗示这些实体或操作之间存在任何这种实际的关系或顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的电路结构、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种电路结构、物品或者设备所固有的要素。在没有更多限制的情况下,有语句“包括一个
……”
限定的要素,并不排除在
包括所述要素的电路结构、物品或者设备中还存在另外的相同要素。
65.本领域技术人员在考虑说明书及实践这里发明的公开后,将容易想到本技术的其他实施方案。本技术旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由权利要求的内容指出。
66.以上所述的本技术实施方式并不构成对本技术保护范围的限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1