一种柔性热管的制作方法
1.本实用新型涉及热管领域,特别是涉及一种柔性热管。
背景技术:
2.柔性热管具有高导热率、可弯曲变形、轻质、稳定性高等优异的性能,能够适应复杂的狭小安装空间,实现与外形复杂的电子元件表面有效贴合,尤其是在解决具有相对运动的器件的散热问题中发挥着重要作用,广泛应用于航空航天、电子信息、国防科技等众多领域。柔性热管由蒸发端、冷凝端和绝热端(柔性段)组成,通常是采用金属波纹管或聚合物柔性管连接两段金属管作为壳体的“三段式”结构。
3.现有“三段式”柔性热管的管壳截面都是圆形,例如专利cn209445862u《柔性热管》和专利cn105937861a《一种超长柔性热管及其地热融雪除冰方法》。但是,圆形截面的柔性热管对于超薄化、可折叠化、高度集成化的电子器件来说安装精度的要求较高;同时圆形截面的柔性热管与平面热源之间往往存在较大的配合间隙,造成热源与热管之间存在较大的接触热阻,严重影响热管的传热效果。为了减小热源与热管之间的缝隙,提升热管的散热效率,扁平热管或方形热管逐渐得到了开发与应用。采用压扁工艺将圆形热管压制为扁平状或方形,可以有效提升热管的传热效率。例如专利cn105115334a《一种基于内胀外压的方形铜热管及其制造方法》采用两次压扁工艺将圆形热管转变为方形热管。然而受限于柔性热管的柔性需求及结构形式,压扁工艺不适用于方形或扁平状柔性热管的制作。因此,有必要开发新的封装方法以制备与外部具有一抵接平面的柔性热管,以提高其传热效率。
技术实现要素:
4.基于此,本实用新型的目的在于,提供一种柔性热管,该柔性热管由采用不同截面的三段式组成,一方面便于大规模生产加工,在实际应用中便于安装固定,另一方面能大幅度提高了柔性热管的传热性能,从而满足空间狭小、结构复杂的电子器件的散热需求。
5.一种柔性热管,包括一两端封闭的管体和位于所述管体内的工质;所述管体包括蒸发段、冷凝段和柔性绝热段,所述柔性绝热段两端分别与所述蒸发段的一端、所述冷凝段的一端搭接,所述蒸发段与所述冷凝段的另一端密封,形成密闭热管管体;所述蒸发段和所述冷凝段的侧壁分别具备一用于与外部抵接的平面,所述柔性绝热段的截面为圆形或方形。
6.本实用新型所述的柔性热管由采用不同截面的三段式组成,可根据空间狭小、结构复杂的电子器件的需求选择蒸发段、冷凝段和柔性绝热段的截面,能够有效降低安装固定时的难度,并大幅度提升柔性热管的传热性能,同时该制备方法也有利于大规模加工生产。
7.进一步地,所述蒸发段和所述冷凝段的截面可以为方形、三角形和扁平状。蒸发段和冷凝段在不同的电子器件中可具备不同的截面,但都具备一与外部抵接的平面,大大降低了安装固定的难度,并有效地降低与外部的接触热阻,提高散热效率。
8.进一步地,所述蒸发段和所述冷凝段的截面为方形或三角形,所述柔性绝热段的截面为圆形,且所述柔性绝热段与所述蒸发段和所述冷凝段的滚圆端搭接;所述蒸发段和所述冷凝段的截面形状为方形或扁平状,所述柔性绝热段的截面为对应的方形或扁平状。
9.蒸发段、冷凝段和柔性绝热段的截面可以不同,在电子器件加工过程中,可根据实际工况的需求选择截面的形状,进一步降低了安装固定的难度,有助于大规模加工生产。
10.进一步地,所述蒸发段和所述冷凝段均为金属管,采用以下至少一种金属材料:铜、铝、不锈钢、钛;所述柔性绝热段为金属波纹管或聚合物柔性管。蒸发段和冷凝段采用金属材质,能够实现热量的快速传递,避免聚合物柔性材料导热性能较差的不良影响。柔性绝热段采用金属波纹管或聚合物柔性管,可随电子器件弯曲,能够满足小型化、可折叠化的电子器件的散热需求。
11.进一步地,所述柔性绝热段的内径大于所述蒸发段和所述冷凝段的外径,其配合公差为 0.1-0.5mm。
12.进一步地,所述管体还包括第一吸液芯和第二吸液芯;所述第一吸液芯位于所述蒸发段和所述冷凝段内部,采用粉末、多孔丝网或编织带烧结而成的毛细结构;所述第二吸液芯位于所述柔性绝热段内部,采用多孔丝网或编织带,或多孔丝网与编织带的复合结构。所述吸液芯一方面在热管内部形成易于蒸发的半月形液面,另一方面为冷凝下来的液体提供足够大的毛细力,促进冷凝液体回流至蒸发端,并且能够在热管发生柔性变形时保持良好的性能,兼具耐腐蚀性、抗冲击能力等性能。
13.进一步地,所述第一吸液芯和所述第二吸液芯的材质采用以下至少一种亲水材料:铜、不锈钢、铝、钛、尼龙、碳纤维、石墨烯、聚丙烯。其中,铜、铝、钛等金属材质具备耐腐蚀、抗冲击等特点,尼龙、碳纤维、石墨烯等材料还具备轻质的特性,可以降低热管重量。
14.进一步地,所述第一吸液芯通过高温烧结或机械压紧方式固定于所述蒸发段和所述冷凝段的内壁。
15.进一步地,所述管体外部有一金属镀层,其厚度为5-50μm。所述金属层致密性优于常用的聚合物材料和胶粘剂等材料,避免热管的微泄露问题,使其在长期使用后仍能保持较高的真空度,从而提高热管的气密性和寿命。
16.进一步地,所述柔性绝热段采用聚合物柔性管时,其内部嵌装有弹簧。嵌装弹簧,能够避免柔性绝热段在抽真空和散热过程中发生塌陷,并保证吸液芯与管体的紧密贴合。
17.本实用新型提供了一种柔性热管,其蒸发段和冷凝段具备一与外部抵接的平面,柔性绝热段可以为圆形或方形,因此可根据电子器件内部构造的实际需求适配构成不同截面的三段式柔性热管,有助于降低复杂工况下安装固定的难度,并大大提升了热管的散热效果。进一步地,该热管管体外部有一金属镀层,有助于提升热管的气密性,延长其使用寿命;蒸发段和冷凝段的截面为方形、三角形或扁平状,具体形状可根据电子器件内部构造的实际需求进行选择,进一步降低了安装精度的要求。
18.为了更好地理解和实施,下面结合附图详细说明本实用新型。
附图说明
19.图1为采用圆形截面聚酰亚胺管作为柔性绝热段的柔性热管的示意图;
20.图2为方形截面金属管一端缩圆的示意图;
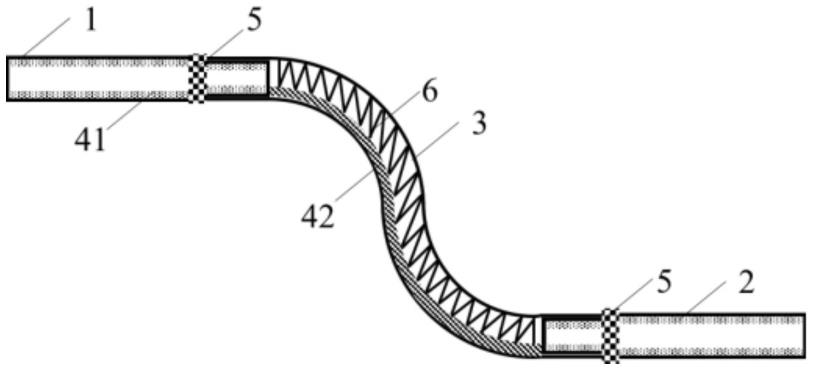
21.图3为采用方形截面聚酰亚胺管作为柔性绝热段的柔性热管的示意图;
22.图4为采用金属波纹管作为柔性绝热段的柔性热管的示意图;
23.附图标记:蒸发段1,冷凝段2,柔性绝热段3,吸液芯4,接头5,弹簧6,金属镀层7,第一吸液芯41,第二吸液芯42。
具体实施方式
24.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施例方式作进一步地详细描述。
25.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部内容。
26.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶部”、“底部”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.需要说明的是,当元件被称为“固定于”另一个元件,它可以是直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
28.下面给出几个具体的实施例,用于详细介绍本技术的技术方案。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
29.实施例一:
30.本实施例所述的柔性热管的结构示意图如图1所示。该柔性热管包括一两端封闭的管体和位于管体内部的工质(图中未注明)。管体包括蒸发段1,冷凝段2,柔性绝热段3,吸液芯4和位于柔性绝热段3内部的弹簧6。其中,蒸发段1和冷凝段2为方形截面的铜管,在其他例子中,蒸发段1和冷凝段2还可以是由其他的金属材料制成,例如,铝管、钛管、不锈钢管;柔性绝热段3为圆形截面的聚酰亚胺管,在其他例子中,柔性绝热段3还可以是由金属波纹管或其他的聚合物柔性材料制成,例如铜波纹管、不锈钢波纹管、钛波纹管、铝波纹管、聚乙烯(pe)管、聚氨酯(pu)管、聚对苯二甲酸乙二酯(pet)管等。吸液芯4包括第一吸液芯41和第二吸液芯42,第一吸液芯41为位于蒸发段1和冷凝段2内部的铜粉烧结式吸液芯,第二吸液芯42为位于柔性绝热段内部的铜编织带吸液芯,在其他例子中,第一吸液芯也可以为其他材质的粉末或多孔丝网、编织带烧结而成的毛细结构,第二吸液芯也可以为其他材质的多孔丝网、编织带或多孔丝网与编织带的复合结构,例如不锈钢、铝、钛、尼龙、碳纤维、石墨烯、聚丙烯等亲水材质。
31.方形铜管的截面边长为3mm、长度为50mm,其中一端约15mm进行滚圆处理,滚圆段外径约为2.8mm(如图2所示)。圆形聚酰亚胺管的内径3mm、外径3.5mm,通过胶水粘接工艺与蒸发段1和冷凝段2的滚圆段搭接,形成接头5。本实施例采用安捷伦torr seal高真空密封胶密封,在其他例子中,还可以采用其他胶粘剂粘接或低温焊接工艺进行密封。
32.本实施例所述的柔性热管的制备方法如下:
33.s1:提供两段边长为3mm、长度为50mm的方形截面铜管,将两段铜管的一端分别进行缩圆处理,缩圆段的长度约15mm,外径约2.8mm,以形成蒸发段1和冷凝段2;
34.s2:在上述铜管中插入直径1.5mm的不锈钢芯棒,在芯棒和铜管之间的缝隙中填入 300-400目的铜粉及铜编织带,然后在5%h2气氛保护下进行900℃的高温烧结以制成芯体,通过烧结将铜粉及铜编织带附着在铜管内壁,形成铜粉吸液芯41和铜编织带吸液芯42;
35.s3:将上述芯体套装于聚酰亚胺管内,聚酰亚胺管两端分别与蒸发段1的滚圆端和冷凝段1的滚圆端搭接,铜编织带吸液芯42塞入聚酰亚胺管内,并在聚酰亚胺管内部塞入弹簧6,利用弹簧6支撑聚酰亚胺管以避免在抽真空过程中柔性绝热段3发生塌陷,同时可以将铜编织带吸液芯42压紧固定在柔性绝热段3内壁,避免吸液芯发生滑动;
36.s4:采用安捷伦torr seal高真空密封胶加固柔性绝热段3与蒸发段1的滚圆端和冷凝段 2的滚圆端接头,并形成接头5;
37.s5:对冷凝段2的端口进行缩尾并采用惰性气体保护焊工艺进行焊接密封,然后通过蒸发段1的端口对热管进行抽真空、注液工序,本实施例采用纯水作为工质,注液量约为1.5ml,占吸液芯空腔体积的60%,真空度抽至1pa及以下,然后冷焊密封蒸发段1的端口,再氩弧焊进行密封加固。
38.实施例二:
39.本实施例所述的柔性热管的结构示意图如图3所示。本实施例的蒸发段和冷凝段为方形截面的不锈钢管;柔性绝热段3为方形截面的聚氨酯(pu)管,壁厚1mm;第一吸液芯41 为3层250目的铜丝网烧结式吸液芯,第二吸液芯42为铜编织带吸液芯。
40.第一吸液芯41通过高温烧结工艺分别与蒸发段1、冷凝段2和第二吸液芯42进行连接,形成芯体;第二吸液芯42位于柔性绝热段3的内部,可以在柔性绝热段3的内部自由移动。在本实施例中,蒸发段1、冷凝段2和柔性绝热段3都是方形截面,故不需要进行缩圆处理,可以直接将柔性绝热段3与芯体套装搭接。最后,整个热管管体外部采用磁控溅射工艺沉积了厚度约10μm的金属镀层7,材质为铟,以增强热管壳体的气密性。
41.本实施例所述的柔性热管的制备方法如下:
42.s1:提供两段边长为3mm、长度为50mm的方形截面铜管分别作为蒸发段1和冷凝段2,在两段铜管中填入3层250目的铜丝网,采用高温烧结工艺将铜丝网分别与蒸发段1、冷凝段2和铜编织带烧结连接以制成芯体,通过烧结将铜丝网及铜编织带附着在铜管内壁,形成铜丝网烧结式吸液芯41和铜编织带吸液芯42;
43.s2:将上述芯体套装于pu管内,pu管两端分别与蒸发段1的一端和冷凝段1的一端搭接,铜编织带吸液芯42塞入pu管内;
44.s3:采用安捷伦torr seal高真空密封胶加固柔性绝热段3与蒸发段1和冷凝段2的接头,并形成接头5;
45.s4:对冷凝段2的端口进行缩尾并采用惰性气体保护焊工艺进行焊接密封,然后通过蒸发段1的端口对热管进行抽真空、注液工序,本实施例采用液氨作为工质,注液量约为1.5ml,占吸液芯空腔体积的60%,真空度抽至1pa及以下,然后冷焊密封蒸发段1的端口,再氩弧焊进行密封加固;
46.s5:采用磁控溅射工艺沉积金属铟,形成厚度约10μm的金属镀层7。
47.实施例三:
48.图4为本实施例所述的柔性热管的结构示意图。本实施例的蒸发段和冷凝段为方形截面的铜管,柔性绝热段3为铜波纹管,其截面可以是方形或圆形;第一吸液芯41和第二吸液芯都为3层300目的铜丝网烧结式吸液芯。
49.该柔性热管的制备方法如下:
50.s1:柔性绝热段3为铜波纹管,其截面为圆形或方形;当铜波纹管的截面为圆形时,蒸发段1和冷凝段2需进行本实用新型第一实施例所述的滚圆处理,然后再执行步骤s2;当铜波纹管的截面为方形时,直接执行步骤s2;
51.s2:将三层300目的铜丝网连接于蒸发段1的一端,利用高温烧结工艺使其烧结附着于蒸发段内壁,形成铜丝网烧结式吸液芯,再将吸液芯4分别套装于柔性绝热段3内部及冷凝段2的一端;
52.s3:采用钎焊工艺分别对蒸发段1、冷凝段2和柔性绝热段3的接口进行密封,形成密封接头5。
53.s4:对冷凝段2的端口进行缩尾并采用惰性气体保护焊工艺进行焊接密封,然后通过蒸发段1的端口对热管进行抽真空、注液工序,本实施例采用乙醇作为工质,注液量约为1.5ml,占吸液芯空腔体积的60%,真空度抽至1pa及以下,然后冷焊密封蒸发段1的端口,再氩弧焊进行密封加固;
54.s5:采用电镀工艺沉积银铟合金,形成厚度约10μm的金属镀层7。
55.实施例四:
56.本实施例的蒸发段1和冷凝段2为铝管,柔性绝热段3为圆形截面的铝波纹管;第一吸液芯41和第二吸液芯42均为3层400目的铜丝网烧结式吸液。
57.本实施例的蒸发段1和冷凝段2的截面为三角形、梯形、半圆形,其形状可根据电子器件的内部空间进行选择;首先将蒸发段1的一端和冷凝段2的一端进行实施例1所述的滚圆处理,通过高温烧结工艺将3层400目的铜丝网分别烧结连接于蒸发段1的滚圆端,再将铜丝网烧结式吸液芯套装于柔性绝热段3的内部和冷凝段2的滚圆端,接着采用钎焊工艺对蒸发段1、冷凝段2和柔性绝热段3的接口进行密封,形成密封接头5;然后将冷凝段2的另一端进行焊接密封,完成抽真空、注液工序后,采用氩弧焊密封蒸发段1的另一端;最后采用化学镀沉积铝合金,形成致密的金属镀层。
58.实施例五:
59.本实施例的蒸发段1和冷凝段2为钛管,柔性绝热段3为钛波纹管;第一吸液芯41为3 层200-400目的铜丝网烧结式吸液芯,第二吸液芯42为铜编织带吸液芯。
60.本实施例的蒸发段1、冷凝段2和柔性绝热段的截面均为扁平状,可进一步增大热管与外部热源的接触面积,满足平板化的电子器件的散热需求。在扁平状的蒸发段1和冷凝段2 中插入若干个不锈钢芯棒,使其在长边方向上平均分布于蒸发段1与冷凝段2内部,在芯棒与蒸发段1、冷凝段2之间的缝隙中填入200-400目的铜粉及铜编织带,通过烧结将铜粉及铜编织带附着在铜管内壁以制成芯体,形成铜粉吸液芯41和铜编织带吸液芯42;接着,将上述芯体套装于扁平状的柔性绝热段3内;然后用胶水粘接方式密封加固柔性绝热段3与蒸发段1、冷凝段2的搭接处,形成接头5;焊接密封冷凝段的一端,抽真空,注液,用氩弧焊密封蒸发段1的另一端,最后在热管管体外磁控溅射沉积金银合金镀层,以提高热管的导热性和致密性。
61.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1