一种铸铝转子生产用井式炉的制作方法
1.本技术属于铸铝转子技术领域,具体提供了一种铸铝转子生产用井式炉。
背景技术:
2.铸铝转子的生产过程中包括融化铝锭、预热模具和加热铁芯的工艺步骤,生产中需要对铝锭进行加热使其由固态变为液态,而后将液态的铝液浇铸到加热后的模具和铁芯组成的组件中,以获得铸铝转子的毛胚。预热模具和铁芯的一个目的是为了防止高温的铝液与较冷的模具、铁芯接触,与模具和铁芯接触的铝液温度急速下降,急速冷凝的铝液堵塞铁芯中供铝液流动的通道,铝液急速冷凝易造成铁芯浇铸不满的情况发生,同时,还具有造成铸件出现冷隔、气孔等缺陷的可能性。
3.炉盖以及炉体皆设有避免炉膛内热量散发到外界的保温材料,避免造成炉膛内的热量损失,在使用井式炉对模具以及铁芯进行加热时,由于井式炉的加热单元多设置在炉膛的侧壁,炉盖由于自身体积、功用等因素的限制,难以设置加热元件以对放置在炉膛中的工件进行加热,从而对工件进行加热时,工件与炉膛侧壁相对的面温度上升较快,而模具上部、内部以及铁芯上部、内部温度上升较慢,从而存在模具、铁芯受热不均的情况,在进行浇铸时易导致铝液的冷却不均匀,从而影响形成的铸铝转子的质量。
技术实现要素:
4.为了使得模具、铁芯受热均匀,本技术提供了一种铸铝转子生产用井式炉。
5.铸铝转子生产用井式炉包括设有炉膛的炉体、能够扣合于炉体并能够封闭炉膛的炉盖,以及连接于炉膛的侧壁并能够对炉膛进行加热的加热元件,炉盖连接有导热件和能够绕一竖直轴线转动的送热扇叶;炉盖扣合在炉体时,导热件伸入炉膛,导热件能够吸收加热元件散发的热量并将热量传导至炉膛的上方,导热件传导至炉膛上方的热量在送热扇叶的作用下到达存放在炉膛中的工件处。
6.在本技术的一种实施方式中,导热件包括散热部,散热部为网状结构,散热部的热量经送热扇叶的作用到达存放在炉膛中的工件处。
7.在本技术的一种实施方式中,散热部设于送热扇叶的下方。
8.在本技术的一种实施方式中,导热件的表面设有凸起。
9.在本技术的一种实施方式中,炉膛的侧壁设有能够吸收加热元件散发的热量的热导条;炉盖扣合于炉体时,热导条与导热件连接,热导条的热量能够进入导热件并通过导热件到达炉膛的上方。
10.在本技术的一种实施方式中,炉膛的底部设有出气口,炉盖设有与出气口连通的进气口;炉膛中的空气能够通过出气口经进气口重新流入炉膛中,以使炉膛中的空气具有自上而下的流动方向,以对存放在炉膛中的铸铝转子进行加热。
11.在本技术的一种实施方式中,炉盖于第一导轨连接并能够沿第一导轨上下运动。
12.在本技术的一种实施方式中,第一导轨与第二导轨连接并能够沿第二导轨在水平
方向运动,以使炉盖能够沿第二导轨的延伸方向在水平方向运动。
13.本领域技术人员能够理解的是,本技术前述的技术方案至少具有如下有益效果:
14.1、本技术通过设置的能够进行热传导的导热件,导热件能够将加热元件散发的热量通过热传导作用送至炉膛上方,通过设置的送热扇叶能将到达炉膛上方的热量送至放置在炉膛中的工件上,从而在工件的上方对工件进行加热。
15.2、通过导热件为网状结构,导热件与空气的接触面积更大,从而送热扇叶能够更好的将导热件散发的热量送至炉膛中的工件。
16.3、加热元件的热量通过设置在炉膛侧壁上热导条的热传导作用能够更为直接的传递到导热件,并通过导热件到达炉膛的上方,从而缩短加热元件散发的热量到达炉膛上方所需要的时间,提高对模具、铁芯的加热效果。
附图说明
17.下面参照附图来描述本技术的实施方式,附图中:
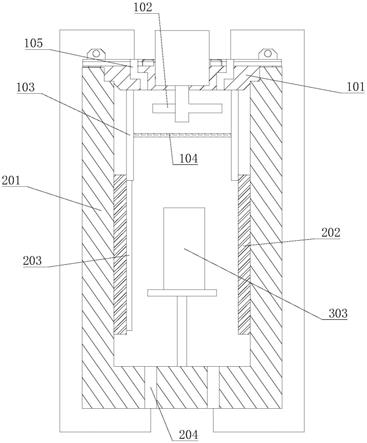
18.图1是本技术的一种示意性实施方式的结构示意图;
19.图2是第一导轨与第二导轨的一种示意性实施方式的结构示意图。
20.图中:
21.101-炉盖;102-送热扇叶;103-导热件;104-散热部;105-进气口;
22.201-炉体;202-加热元件;203-热导条;204-出气口;
23.301-第一导轨;302-第二导轨;303-工件。
具体实施方式
24.为了对本技术的技术特征、目的和效果有更加清楚的理解,现对照附图说明本技术的具体实施方式,在各图中相同的标号表示结构相同或结构相似但功能相同的部件。
25.在本文中,“示意性”表示“充当实例、例子或说明”,不应将在本文中被描述为“示意性”的任何图示、实施方式解释为一种更优选的或更具优点的技术方案。
26.为使图面简洁,各图中只示意性地表示出了与本技术相关的部分,它们并不代表其作为产品的实际结构。另外,为使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。
27.参见图1至图2。
28.铸铝转子生产用井式炉包括设有炉膛的炉体201、能够扣合于炉体201并能够封闭炉膛的炉盖101,以及连接于炉膛的侧壁并能够对炉膛进行加热的加热元件202,加热元件202可为硅钼棒阻性电热元件或者硅碳棒等加热部件,从而加热元件202能够对放置在炉膛中的工件303进行加热,工件303能够为模具或者铁芯,再或者模具与铁芯的组件。
29.炉盖101连接有导热件103和能够绕一竖直轴线转动的送热扇叶102;炉盖101扣合在炉体201时,导热件103伸入炉膛,加热元件202开始工作以对放置在炉膛中的工件303进行加热,导热件103能够到达加热元件202处,加热元件202温度较高,而导热件103的温度较低,从而由于加热元件202与导热件103之间存在温差,从而加热元件202散发的热量能够传递到导热件103,导热件103能够为导热系数较好的金属件,由于经加热元件202加热后的导热件103的温度高于炉膛上方空气的温度,从而导热件103能够较快的将热量传递至炉膛的
上方,从而导热件103能够吸收加热元件202散发的热量并将热量传导至炉膛的上方,导热件103加热炉膛上方的空气,由于送热扇叶102的旋转,炉膛上方的空气被送至工件303处,导热件103传导至炉膛上方的热量在送热扇叶102的作用下到达存放在炉膛中的工件303处,从而对工件303的上部分进行加热,确保工件303与炉膛相对的面能够受热的同时,工件303的上部分也能够受热;且由于模具与铁芯放入炉膛中时,模具、铁芯皆有朝向上方的槽或者孔,从而炉膛上方经过导热件103加热后的空气能够进入模具或者铁芯的内部,从而使得模具、铁芯的内外同时加热,避免模具、铁芯受热不均匀的情况发生。导热件103的导热性比空气的导热性好,从而加热元件202散发的热量能够更快的到达炉膛上方。
30.本技术所属技术领域的技术人员能够理解,本技术中的送热扇叶102绕一竖直轴线转动的实现方式具有多种,如送热扇叶102与电机连接,电机的输出轴带动送热扇叶102绕一竖直轴线转动。
31.在本技术的一种实施方式中,导热件103包括散热部104,加热元件202将热量传递给导热件103,从而使得散热部104的温度上升,进而散热部104加热散热部104周围的空气,散热部104为网状结构,从而增加了散热部104与空气的接触面积,进而散热部104能够加热更多的空气,提高热量的利用效率,散热部104的热量经送热扇叶102的作用到达存放在炉膛中的工件303处,由于散热部104为网状结构,从而能够减小散热部104对进入或者离开送热扇叶102空气的阻碍,同时保证散热部104对炉膛内空气的加热效果。本技术还能够在导热件103的表面设有凸起增加散热部104于空气的接触面积,以提高散热部104与空气之间的热传递效果,当然,导热件103的其他部分也能够设置凸起,以增加导热件103的热量吸收效果。
32.进一步地,炉盖101扣合在炉体201时,工件303能够设置在送热扇叶102的下方,散热部104设于送热扇叶102的下方,从而送热扇叶102扇动的气流能够更为直接的带走散热部104的热量,从而保证空气对工件303的加热效果。当然,本技术所属技术领域的技术人员能够理解,本技术中的散热部104不仅仅局限于设置于送热扇叶102的下方,还可以设置在送热扇叶102的上方,或者送热扇叶102的上方、下方皆设有散热部104。
33.在本技术的一种实施方式中,炉膛的侧壁设有能够吸收加热元件202散发的热量的热导条203;炉盖101扣合于炉体201时,热导条203与导热件103连接,热导条203的热量能够进入导热件103并通过导热件103到达炉膛的上方。
34.在本技术的一种实施方式中,炉膛的底部设有出气口204,炉盖101设有与出气口204连通的进气口105,进气口105能够通过耐热管道与出气口204连通,耐热管道设有气泵,炉膛中的空气能够通过出气口204经进气口105重新流入炉膛中,以使炉膛中的空气具有自上而下的流动方向,以对存放在炉膛中的工件303进行加热。
35.由于炉膛中温度较高的空气会向上方运动,通过炉膛的底部设有出气口204,炉盖101设有与出气口204连通的进气口105,炉膛中的空气能够通过出气口204经进气口105重新流入炉膛中的方式,能够使炉膛中空气能够自上而下运动,以使炉膛上方的空气能够对工件303位于炉膛下方的部分进行加热,加快炉膛中的空气流动,并使得工件303受热均匀,且由于模具、铁芯放置在炉膛中时,模具、铁芯具有朝向上方的开口,从而热空气能够进入模具、铁芯中;由于送热扇叶102能够使得气流向下运动,从而送热扇叶102能够对炉膛中的空气流动起到辅助作用。
36.在本技术的一种实施方式中,炉盖101于第一导轨301连接并能够沿第一导轨301上下运动,从而当炉盖101沿第一导轨301向上运动时,炉盖101能够打开炉膛,以使工件303能够离开或者放置在炉膛中;当炉盖101沿第一导轨301向下运动时,炉盖101能够关闭炉膛,以方便加热元件202对放置在炉膛中的模具、铁芯进行加热。
37.进一步地,第一导轨301与第二导轨302连接并能够沿第二导轨302在水平方向运动,以使炉盖101能够沿第二导轨302的延伸方向在水平方向运动,从而炉盖101通过第二导轨302在水平方向运动,以能够离开炉膛开口的上方,方便模具、铁芯进入或者离开炉膛。
38.本技术所属技术领域的技术人员能够理解,本技术中的炉盖101沿第一导轨301上下运动,第一导轨301沿第二导轨302在一水平方向运动的实现方式具有多种,如炉盖101与气缸连接,从而实现炉盖101沿第一导轨301上下运动;第一导轨301与牵引装置或者同步带等装置连接,从而实现第一导轨301沿第二导轨302在一水平方向运动,在此不再赘述。
39.应当理解,虽然本说明书是按照各个实施方式描述的,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
40.上文所列出的一系列的详细说明仅仅是针对本技术的可行性实施方式的具体说明,它们并非用以限制本技术的保护范围,凡未脱离本技术技艺精神所作的等效实施方案或变更,如特征的组合、分割或重复,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1