热交换器板模块、板式热交换器和板式热交换器生产工艺的制作方法
本发明涉及一种如本文中所附独立权利要求的前序部分中限定的包括压制板和平板的热交换器板模块。本公开内容还涉及一种如本文中所附独立权利要求的前序部分中限定的板式热交换器。此外,本公开内容还涉及一种用于板式热交换器的生产的工艺。
背景技术:
1、板式热交换器或phe是通常包括以对准方式布置成堆叠的多个金属传热板的热交换器。金属板用于分离两个流体并且在流体之间传递热。在板式热交换器中,不同温度的流体分布在板的相应表面上,板可包括提供增加的热交换面积的数个翅片。翅片可通过使板成波纹状来提供。热交换器板的堆叠可布置在端板之间,并且所有的板可例如通过焊接或钎焊连接。在一些变型中,可使用将热交换器板和端板压向彼此的压力板。为能够在流体之间传递热,需要用于相应流体的流动通道,并且这可取决于热交换器类型和所论述的流体以不同的方式实现。
2、存在不同类型的板式热交换器(phe),并且板式热交换器可适用于不同类型的热流体。众所周知的phe包括例如钎焊或熔接热交换器,其中热流体的流动一般以逆流方式布置在单独的通道中。不使用垫片或类似物来分离流体。还存在所谓的垫片板式热交换器(gphe),其中垫片布置在传热板之间以确保热流体不会与彼此混合。在热交换器中,流动通道通常限定在传热板之间,最初不同温度的流体可流动通过这些通道,以将热从一个流体传递到另一个。在钎焊或熔接热交换器中,可使用带有槽的板,这些槽形成具有交替的热流体和冷流体的平行流动通道。gb718991公开了一种已知类型的钎焊板式热交换器。该文献示出一种具有板的热交换器,板利用交替的波纹板和平板形成热交换器表面,其中,每个流体布置成在波纹板的两侧上流动。然而,在板式热交换器的组装中,需要若干构件,即例如带有缝隙的波纹条,这些构件需要固定在由侧壁和金属盘围成的空间中。
3、尽管存在现有的板式热交换器解决方案,但板式热交换器中仍需要改进。尤其需要制造简单并且需要最少量的金属原材料的紧凑的板式热交换器。另外,需要适用于结合尤其是例如从100巴向上的高压来使用的板式热交换器。还期望适用于热气体与冷气体之间热交换的热交换器,尤其是当气体中的至少一者以高压提供时,本文中称为高压气体(hpg)板技术。
技术实现思路
1、本发明的一个目的在于减轻、缓和或消除现有技术中的上述缺陷中的一个或多个,并且提供用于热交换器板的解决方案,由此热交换器板的设计稳健并且允许在不同类型的板式热交换器中的有效热交换。
2、另一个目的在于提供一种适用于在高压下使用的热交换器板。
3、又一个目的在于提供一种需要最少量的金属原材料的制造方法。
4、还有一个目的在于降低用于板的成本。
5、另外,还期望增加板上用于热交换过程的面积。因此,本发明的又一个目的在于使得能够增加用于热交换的板面积的利用率。
6、上文提到的目的由如所附权利要求中所限定的本发明实现。
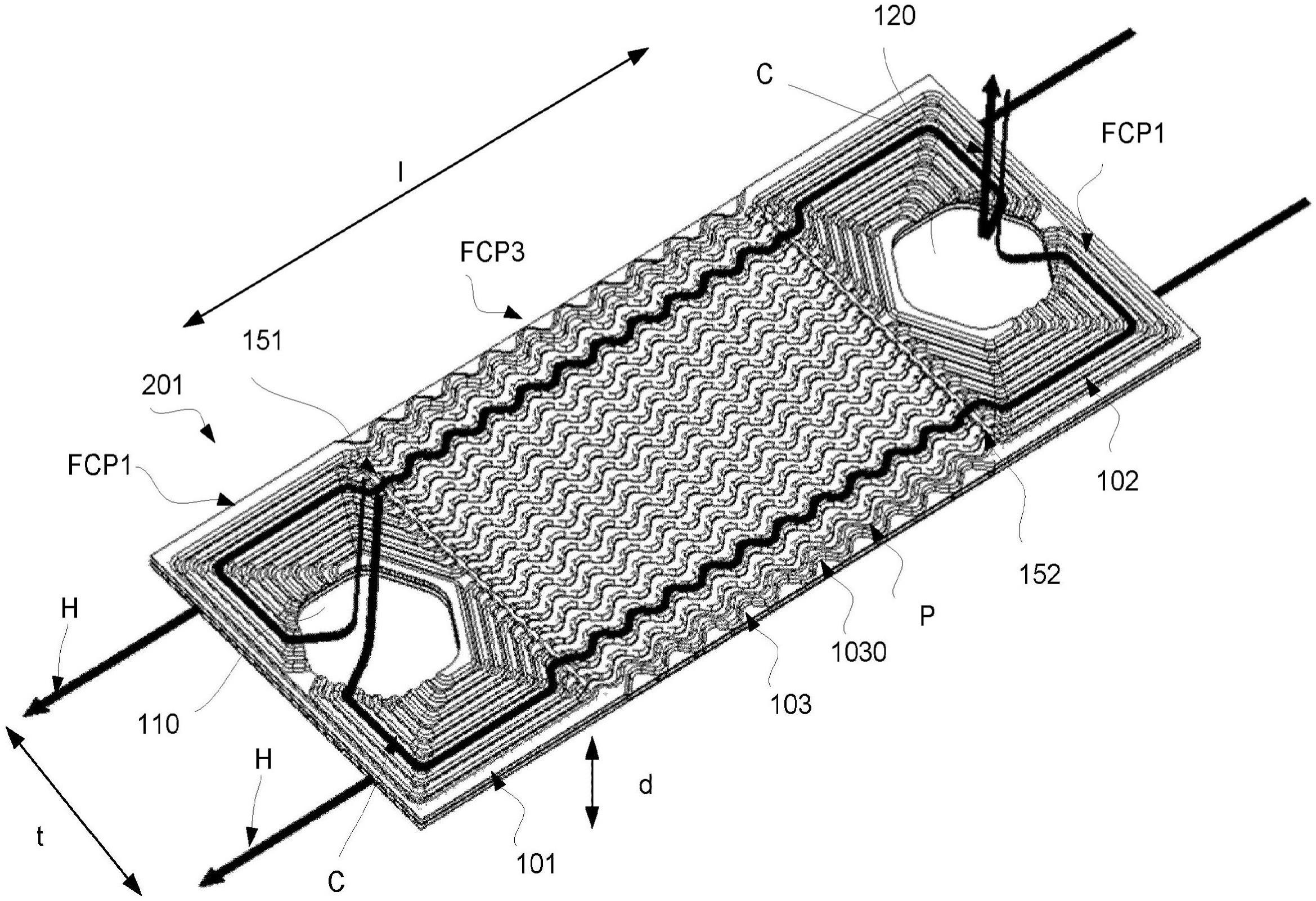
7、根据第一方面,提供一种包括压制热交换器板和平板的热交换器板模块,其中,压制热交换器板和平板具有两个相反的侧表面,在板的纵向方向、垂直于纵向方向的横向方向和厚度方向上的延伸部。板(即压制板和平板两者)在纵向方向和横向方向上具有基本相同的外部形状,并且模块中的板包括:
8、·包括至少一个流体端口的第一纵向端部部分,
9、·包括至少一个流体端口的第二纵向端部部分,以及
10、·布置在第一纵向端部部分与第二纵向端部部分中间的中间热交换部分。
11、压制热交换器板还包括在板的厚度方向上具有交替的顶部和底部的压制波纹图案。压制图案尤其:
12、·在第一纵向端部部分和/或第二纵向端部部分中包括引导流体流到至少一个流体端口中的第一流体通道图案和/或绕过至少一个流体端口的第二流体通道图案,
13、·在中间热交换部分中包括第三流体通道图案,该第三流体通道图案与第一流体通道图案和/或第二流体通道图案流体连通,且包括多个纵向延伸的波浪形压制线,该压制线构造成当压制热交换器板附接到平板时,在热交换器板模块的纵向方向上形成分立的流体通道。
14、通过本发明的热交换器板模块,其中压制板包括整体结合的流体端口,且其中压制流体通道图案允许流体流过或绕过整体结合的端口并且在端口中间提供大的热交换面积,其提供允许在不同类型的板式热交换器中进行有效的热交换的稳健的热交换器板模块。归因于板模块的稳健构造,故模块适用于构造成用于高流体压力的板式热交换器或在热流体与冷流体之间具有大差压的热交换器中。此外,归因于具有整体结合的端口的热交换器板模块的结构和特定的流体通道图案,与现有技术解决方案相比,板的厚度可减小,从而需要最少量的金属原材料。因此,有可能降低用于板的成本。另外,归因于压制板中的流动通道图案,该结构提供较大的热交换面积。
15、为了确保模块是不透流体的,平板沿第一流体通道图案、第二流体通道图案和第三流体通道图案的延伸部附接到压制热交换器板。
16、第一流体通道图案和/或第二流体通道图案可与第三流体通道图案形成不连续的图案。不连续的图案可包括第一流体通道图案和/或第二流体通道图案与第三流体通道图案之间的中断部分。这样,有可能便于流体流在第一流体通道图案和/或第二流体通道图案与第三流体通道图案之间的转移。
17、由压制板中相应的第一流动通道图案和第二流动通道图案与平板一起形成的流动通道的量少于由压制板中第三流动通道图案和平板形成的分立的流动通道的量。以该方式,对于第一纵向端部部分和第二纵向端部部分,需要较小的面积,并且可获得材料节省。
18、根据实施例,第一纵向端部部分和第二纵向端部部分中的每个都可包括两个流体端口,由此例如可将对角线(diagonal)或平行的流体流布置在板式热交换器中,导致流体之间的有效热交换。相应的第一纵向端部部分和第二纵向端部部分可包括引导流体流到至少一个流体端口中和/或绕过至少一个流体端口的第一流体通道图案和第二流体通道图案。然后,第一流体通道图案和第二流体通道图案可构造成在第一纵向端部部分和第二纵向端部部分中的流体端口之间提供对角线流动。备选地,第一流体通道图案和第二流体通道图案可构造成在第一纵向端部部分和第二纵向端部部分中的流体端口之间提供平行流动。在一些应用中,平行流动可能比对角线流动更合意。
19、根据前述技术方案中任一项的热交换器板模块,其中,在第三流体通道图案中,波浪形压制线的量(且因此与平板一起形成的流体通道的量)为10至150,或10至50,或12至20。因此,热交换表面可适应期望的应用。在第三流体通道图案中,波浪形压制线中的全波的数量可为8-100,或8至50,或8至20,导致调适量以适合期望应用的可能性。优选地,在第三流动通道图案中,波浪形压制线彼此同相,由此可确保每个流动通道的宽度相等。
20、板(即模块中的压制板和平板中的两者或至少一者)可具有0.25至5.0mm或者0.3至3.0mm的厚度。板的厚度意指板的材料厚度。对于压制板,厚度是在压制之后测量的。板的厚度不需要相同,例如压制板的厚度可比平板的厚度更薄或更厚,但在一些应用中厚度可相同。
21、流体通道图案(fcp1;fcp2;fcp3)的压制深度可为至少0.5mm。以该方式,在板的厚度方向上交替的顶部和底部可具有0.5mm的高度差,并且因此流体流动通道高度为0.5mm。通过调整通道的高度,例如可调整模块中的流阻。
22、上文提到的目的和优点也由所附权利要求中限定的板式热交换器实现。板式热交换器包括适于上文描述的类型的多个堆叠的热交换器板模块。在堆叠中,模块布置成使得每隔一个板是压制热交换器板,且每隔另一个是平板。平板和压制热交换器板中的每个具有两个相反的侧表面,在板的纵向方向、垂直于纵向方向的横向方向和厚度方向上的延伸部。平板和压制热交换器板包括
23、·包括至少一个流体端口的第一纵向端部部分,
24、·包括至少一个流体端口的第二纵向端部部分,
25、·布置在第一纵向端部部分与第二纵向端部部分中间的中间热交换部分,其中
26、压制热交换器板还包括压制图案,该压制图案形成在压制板的厚度方向上具有交替的顶部和底部的波纹图案。压制图案:
27、·在第一纵向端部部分和/或第二纵向端部部分中包括引导流体流到至少一个流体端口中的第一流体通道图案和/或绕过至少一个流体端口的第二流体通道图案,
28、·在中间热交换部分中包括第三流体通道图案,该第三流体通道图案与第一流体通道图案和/或第二流体通道图案流体连通,且包括多个纵向延伸的波浪形压制线,该压制线构造成当压制热交换器板附接到平板时,在压制热交换器板的纵向方向上形成分立的流体通道。
29、平板可沿第一流体通道图案、第二流体通道图案和第三流体通道图案的延伸部附接到压制热交换器板。因此,每个模块的平板附接到相应模块的压制板且附接到相邻模块的压制板。第一流体通道图案、第二流体通道图案和第三流体通道图案可形成具有沿流体通道图案的长度的接触表面的分立的流体通道。以该方式,当模块受压制或附接到彼此时,在堆叠中获得分立的不透流体的通道。
30、根据一个示例性板式热交换器,压制热交换器板中每隔一个在相应的第一纵向端部部分和第二纵向端部部分中包括至少一个流体端口和引导流体流到该至少一个流体端口的第一流体通道图案,并且压制热交换器板中每隔另一个在相应的第一纵向端部部分和第二纵向端部部分中包括至少一个流体端口和绕过该至少一个流体端口的第二流体通道图案。因此,用于相应的冷流体和热流体的流体通道可交替布置,同时可以以紧凑的方式提供大的热交换面积。
31、根据另一个示例,压制热交换器板中每隔一个(其在相应的第一纵向端部部分和第二纵向端部部分中包括两个流体端口以及引导流体流到流体端口中的一个中的第一流体通道图案和绕过流体端口中的另一个的第二流体通道图案)以面向平板的第一表面固定到平板,并且压制热交换器板中每隔另一个以面向平板的相反的第二表面固定到平板。以该方式,可在一个板模块中布置对角线流动或平行流动,从而增加板式热交换器的灵活性和热交换能力。
32、板式热交换器可构造成使得至少两个热交换器板模块的堆叠通过将模块沿模块的两个相反的纵向侧附接在一起来平行地布置。备选地,至少两个压制图案可平行地布置在一个板上,每个图案对应于模块的压制热交换器板的压制图案。以该方式,可在板式热交换器中提供具有若干平行端口的整体结合的压制热交换器板。整体结合的压制热交换器板中平行端口的量(其中,每个端口位于压制板或板图案的每个纵向端部部分中)可变化,例如,2至20或甚至更多。
33、因此,本公开内容的板式热交换器适当地是复热式热交换器,其中单独的流径布置成用于每个流体。
34、流体端口可连接到外部流体连接器。
35、板式热交换器可为熔接、钎焊、焊接、扩散焊接或垫片式热交换器。
36、板式热交换器可构造成用于两个气体之间的热交换。根据变型,板式热交换器构造成用于高压应用。
37、根据本发明的另一方面,本发明涉及一种用于如上所述的板式热交换器的生产的工艺,该工艺包括以下步骤:
38、·切割金属板材以便提供两个或更多个金属板,所述金属板在板的纵向方向(l)、垂直于纵向方向的横向方向(t)和厚度方向(d)上具有延伸部,
39、·在压制工具中压制金属板中的至少一个,由此压制工具构造成向热交换器板提供压制图案p,
40、·提供在纵向方向和横向方向上具有与压制板对应的外部形状和尺寸的平板,
41、·提供包括压制板和平板的热交换器板模块,
42、·组装热交换器板模块的堆叠,使得每隔一个板是压制热交换器板(201),且每隔另一个是平板(201'),
43、·将模块连结在一起以提供包括热交换器模块的堆叠的板式热交换器。
44、根据下面给出的详细描述,本发明将变得显而易见。详细描述和特定示例仅以示范的方式公开了本发明。本领域技术人员从详细描述的指导中理解,可在所附权利要求中限定的本发明的范围内进行改变和修改。
- 还没有人留言评论。精彩留言会获得点赞!