热交换器的制作方法
本技术涉及热交换器及热交换器的制造方法,更详细而言,涉及一种包括形成有复数个褶皱部并具有供翅片管插入的板构件的集管,从而提高了产品的组装性并降低了钎焊不良率的热交换器及热交换器的制造方法。
背景技术:
1、通常,热交换器可以在由压缩机、冷凝器、膨胀机构以及蒸发器构成的制冷循环装置中用作冷凝器或蒸发器。另外,热交换器可以设置在空调、冰箱等,使制冷剂与空气进行热交换。
2、热交换器可以分为翅片管型热交换器、微通道型热交换器等。热交换器可以包括:复数个管,制冷剂在其内部流动并与外部的空气进行热交换;翅片,与复数个管结合并提高热交换能力;以及集管,与复数个管连通并供应制冷剂。
3、另一方面,在现有技术的情况下,集管的一面通过开槽加工或线切割来形成插入口,然后向所述插入口插入管。
4、例如,作为现有技术的韩国授权专利公报第10-0644135号公开了一种形成有复数个插入孔并在所述插入孔结合管的端部的集管。
5、然而,现有的热交换器存在的问题是,由于制造翅片管时产生的公差和加工与翅片管的形状对应的插入口时产生的公差而导致集管和翅片管的间隔变宽,从而提高了钎焊时的不良率。
6、另外,现有的热交换器存在构成之间结合的结构稳定性降低的问题。
7、另外,现有的热交换器存在贯穿插入口的翅片管的数量多和插入口之间的间隔窄而难以组装集管和翅片管的问题。
8、例如,现有技术有韩国授权专利公报第10-0644135号(公告日2006年11月10日)、韩国公开实用新型公报第20-2007-0017024号(公开日2009年04月27日)、韩国授权实用新型公报第20-0432601号(公告日2006年12月05日)、韩国授权专利公报第10-1447072号(公告日2014年10月06日)、韩国公开专利公报第10-2019-0097632号(公开日2019年08月21日)。
技术实现思路
1、要解决的课题
2、本实用新型所要解决的课题在于,提供一种减小了翅片管和集管的间隙并降低了钎焊时产生的不良率的热交换器。
3、本实用新型的另一课题在于,提供一种提高了翅片管和集管之间的结合结构的结构稳定性的热交换器。
4、本实用新型的又一课题在于,提供一种翅片管和集管的组装容易的热交换器。
5、本实用新型的课题不限于以上提及到的课题,本领域技术人员可以从以下的记载中明确地理解未提及的其他课题。
6、解决课题的技术方案
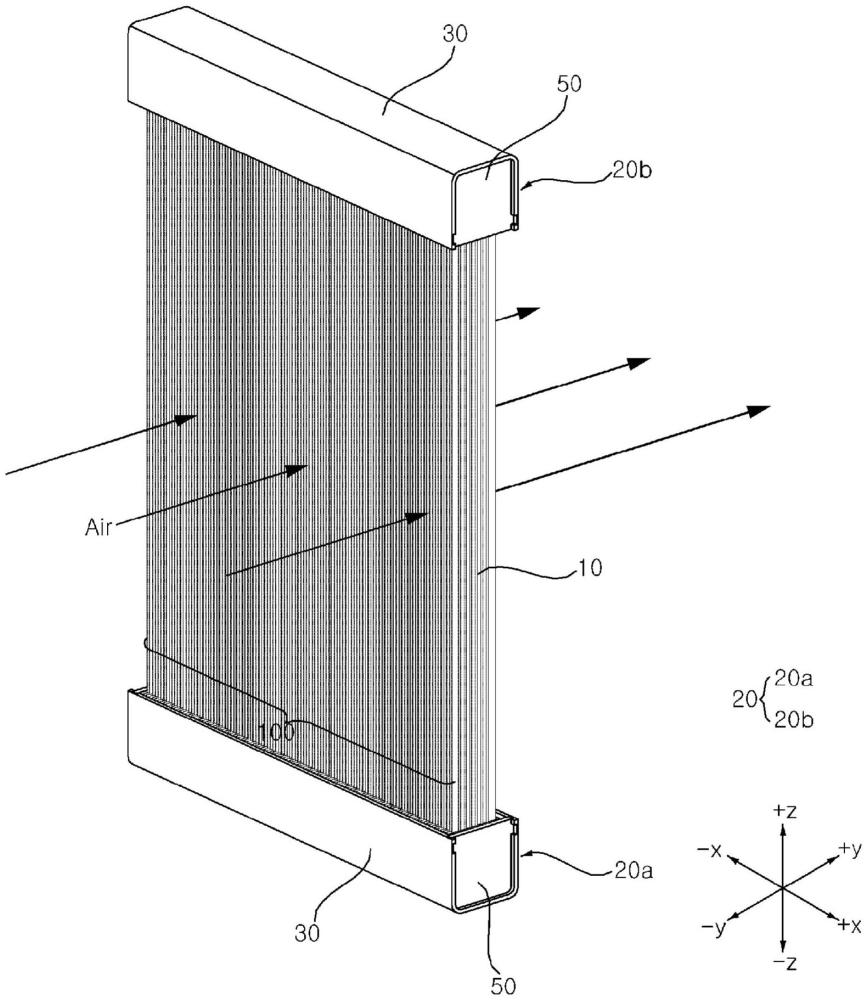
7、为了达成上述课题,本实用新型实施例的热交换器可以包括:复数个翅片管,由热传递用翅片和供制冷剂流动的管一体地形成;以及集管,与复数个所述翅片管的一端部结合,所述集管可以包括:集管本体,其一侧敞开;以及板构件,配置在所述集管本体的敞开的一侧,形成有供复数个所述翅片管的一端部分别插入的复数个狭缝,弯折为褶皱的形状来形成复数个褶皱部。
8、由此,可以在形成有褶皱部的板构件插入翅片管的一端之后,通过压缩板构件的褶皱部来减小翅片管和集管之间的间隙,因此能够提高翅片管和板构件的紧密度而减小公差,并且能够减少制冷剂的泄漏。另外,在插入翅片管时,通过增加形成于板构件的褶皱部之间的间隔,能够使翅片管的插入容易,因此还具有能够容易地实现产品组装的优点。
9、复数个所述狭缝可以沿与复数个所述褶皱部排列的方向交叉的方向延伸形成。
10、复数个所述狭缝可以与复数个所述褶皱部排列的方向垂直地延伸形成。
11、复数个所述褶皱部可以包括:彼此交替排列的复数个峰部和复数个谷部,以及在复数个所述峰部和复数个所述谷部之间倾斜地形成的复数个平坦部,所述狭缝可以沿所述峰部和/或谷部延伸形成。
12、由此,插入到狭缝的翅片管向板构件被压缩的方向受压而提高翅片管和板构件之间的紧密度,从而能够确保气密性,防止制冷剂的泄漏,确保结构稳定性。
13、与所述狭缝相邻形成的一对平坦部可以与插入到所述狭缝的所述翅片管的一端部的两面相对。
14、所述狭缝形成于所述峰部,如果将所述谷部和所述平坦部之间的部分定义为边界部,则所述边界部可以与插入到所述狭缝的所述翅片管的一端部接触。
15、所述板构件可以形成为能够沿复数个所述褶皱部排列的方向被压缩,如果所述板构件被压缩,则复数个所述谷部之间的间距可以变窄。
16、所述翅片管的一端部可以至少插入对应于所述板构件的厚度的深度。
17、所述狭缝可以包括供所述翅片插入的翅片狭缝部和供所述管插入的管狭缝部。
18、所述板构件可以包括凹槽,所述凹槽从所述管狭缝部沿所述板构件的褶皱的形状延伸形成,并凹陷为包围插入到所述管狭缝部的所述管。
19、所述凹槽中的至少一部分可以紧贴于所述管。
20、所述集管本体可以形成有第一槽,所述第一槽从所述集管本体的内侧面凹陷并沿第一方向延伸,引导所述板构件沿所述第一方向插入。
21、所述第一方向可以是复数个所述褶皱部排列的方向。
22、由此,板构件可以插入于第一槽,并沿复数个褶皱部排列的方向被压缩,所以板构件优选沿复数个褶皱部排列的方向插入到第一槽。
23、所述第一槽可以包括:板构件插入口,与外部连接,以使所述板构件从外部插入;以及板构件引导槽,从所述板构件插入口向所述第一方向延伸,引导所述板构件的插入。
24、所述板构件插入口可以具有朝所述板构件插入的方向逐渐变窄的形状。
25、由此,即使在板构件不位于规定位置的状态下将板构件插入第一槽,板构件也可以被引导到规定位置并容易地插入到第一槽。
26、所述集管可以包括集管盖,所述集管盖与所述集管本体的一端部结合并与所述板构件的一端部接触。
27、所述集管本体可以形成有第二槽,所述第二槽从所述集管本体的内侧面凹陷并沿第二方向延伸,引导所述集管盖沿第二方向插入。
28、所述第二方向可以是与复数个所述褶皱部排列的方向垂直的方向。
29、由此,在一方向上被压缩的板构件在另一方向上被拉伸,并且即使向集管盖施加压力,集管盖也被稳定地固定,从而能够确保结构稳定性。
30、所述集管盖的侧面和底面可以沿所述第二方向延伸,所述集管盖可以包括盖边缘部,所述盖边缘部形成在所述集管盖的侧面和底面之间,并从所述集管盖的底面向所述集管盖的侧面呈弧形地延伸。
31、所述第二槽可以包括:盖插入口,与外部连接,以使所述集管盖从外部插入;以及盖引导槽,从所述盖插入口向所述第二方向延伸,引导所述集管盖的插入。
32、所述盖插入口可以具有朝所述集管盖插入的方向逐渐变窄的形状。
33、由此,即使在集管盖不位于规定位置的状态下将集管盖插入第二槽,集管盖也可以被引导到规定位置并容易地插入到第二槽。
34、所述翅片管和所述板构件之间的间隙可以用钎料(filler metal)来钎焊(brazing)。
35、为了实现上述课题,本实用新型实施例的热交换器的制造方法可以包括:将形成有复数个褶皱部并沿所述褶皱部形成有复数个狭缝的板构件在集管本体的敞开的一侧配置为比所述集管本体的长度更长的步骤;向复数个所述狭缝插入复数个翅片管的一端部的步骤;以及将所述褶皱部沿所述板构件的长度方向压缩并使所述板构件引入到所述集管本体的内部的步骤。
36、本实用新型实施例的热交换器的制造方法还可以包括将所述板构件引入到所述集管本体的内部之后,在所述集管本体的侧面部结合集管盖的步骤。
37、本实用新型实施例的热交换器的制造方法还可以包括用钎料对所述板构件和所述翅片管之间的间隙进行钎焊的步骤。
38、其他实施例的具体内容包括在详细说明和附图中。
39、发明效果
40、根据本实用新型实施例的热交换器及热交换器的制造方法,具有一种或一种以上的如下效果。
41、第一、可以在向形成有褶皱部的板构件插入翅片管的一端之后,通过压缩板构件的褶皱部来减小翅片管和集管之间的间隙,因此具有提高了钎焊时的品质并能够防止制冷剂的泄漏的优点。
42、第二、压缩插入有翅片管的板构件并按压翅片管,从而能够提高结合结构的结构稳定性。
43、第三、通过相对较大地制造形成有褶皱部的板构件的间距p,从而容易向板构件插入翅片管,因此具有组装性提高的优点。
44、本实用新型的效果不限于以上提及的效果,本领域技术人员可以从权利要求范围的记载中明确地理解未提及的其他效果。
- 还没有人留言评论。精彩留言会获得点赞!